Стыковая техника сварки — процесс соединения отдельных деталей по всей плоскости на определенных участках. Сваривание деталей производится нагреванием. К сварным швам предъявляются установленные требования. Воздействие на металлические поверхности может производиться разными методами, например оплавлением, сопротивлением.
Выбор параметров, техники сваривания деталей определяется исходя из марки соединяемых металлов, площади сечения образцов, типа шовного соединения.
Стыковая сварка: разновидности, техники сваривания
[wpsm_box type=»info» float=»none» text_align=»left»] Соединение арматуры, труб из полипропилена осуществляется по единой технологии. Стыковая сварка ПНД труб, арматуры, других материалов — это разновидность контактной сварочной технологии, в основе которой лежит тепловое воздействие на соединяемые детали электротоком с приложением усилия на их сжатие.[/wpsm_box]
https://youtu.be/mvw9Ga9XdXA
Сваривание сопротивлением — стыковая сварка, в процессе которой осуществляется нагревание стыка изделий до пластического состояния. Если нагревание производится до состояния оплавления — это стыковая сварка оплавлением.
Сварочные соединения сопротивлением
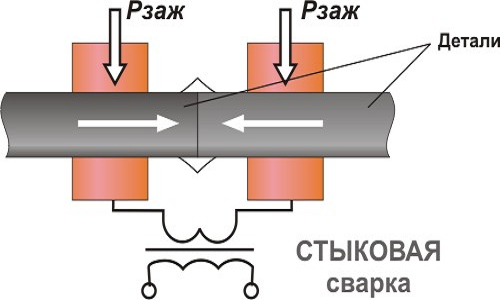
Процесс сваривания образцов сопротивлением происходит следующим образом.
- Свариваемые элементы надежно фиксируются зажимами сварочного агрегата. Их плотно прижимают между собой соединяемыми плоскостями.
- Между свариваемыми деталями пропускается электрический ток.
- После того как поверхности приобретут пластичное состояние, осуществляется сжатие деталей (осадка). В этот же момент отключается подача электрического тока.
Случаи образования дефектов при стыковой сварке сопротивлением: когда контактирующие поверхности свариваемых изделий плохо подготовлены, не приняты в расчеты разные загрязнения, неровности, окислы — может произойти неравномерное нагревание поверхностей, образуются дефекты.
При стыковой сварке металлических уголков, прочих образцов необходимо учитывать размер сечения соединяемых поверхностей. Чем оно больше, тем хуже качество соединительного шва. Это происходит из-за формирования окислов на стыках. Поэтому не рекомендуется сваривать подобным способом детали, сечение которых больше 200 мм2.
Область применения технологии
Сварка сопротивлением предназначена для соединения образцов с небольшим сечением: тонкостенных труб небольшого диаметра из низкоуглеродистых сталей, стальной проволоки, металлических стержней. Методика прекрасно себя показала при соединении металлов, обладающих в пластичном состоянии повышенной степенью свертываемости.
Сварочные соединения оплавлением
Техника контактной сварки оплавлением происходит так:
- К соединяемым элементам подводится напряжение.
- На участках контакта создается большое сопротивление, в результате которого происходит интенсивное нагревание поверхностей деталей, их оплавление.
- Далее расплавленные частицы металла постепенно соединяются между собой, формируются новые точки сечения.
- Непрерывное оплавление краев способствует выравниванию торцов соединяемых элементов.
- К разогретым сечениям прилагается значительное усилие, осуществляется соединение деталей.
- Подача электрического тока осуществляется на протяжении всего первого этапа сваривания. Он значительно ускоряет процедуру выдавливания шлаков, окалин, собирающихся на участке стыка образцов.
- После выполнения очистки подача напряжения прекращается, процедура сдавливания продолжается без электротока.
Важно! При использовании стыковой техники сварки оплавлением обязательно нужно пользоваться индивидуальными средствами защиты, так как сварочные работы сопровождаются образованием искр.
Особенности стыковой сварочной техники оплавлением
При соединении отдельных металлических образцов большого сечения непрерывным оплавлением высокая температура на участке их контакта не способна мгновенно проникать на достаточную глубину металла. Поэтому в таких случаях процесс нагревания приостанавливается, чтобы дать распространиться температуре по всему объему детали.
При множественных повторениях данного процесса, то есть предварительного нагревания с последующим прерыванием, поверхности соединяемых изделий хорошо прогреваются до нужной глубины, в результате чего получаются высококачественные сварные соединения.
Преимущество технологии: техника сварных соединений оплавлением не требует предварительной подготовки поверхностей образцов, позволяет получать высококачественные соединения изделий с большими сечениями сложной формы.