Режимы дуговой сварки — это совокупность контролируемых характеристик, которые определяют условия прохождения сварочных работ. Верно подобранные параметры режима для ручной дуговой сварки, поддерживаемые весь период сварки, — гарантия высококачественного соединения отдельных металлических образцов. Данные характеристики условно подразделяются на следующие показатели.
Основные режимы
- Параметры тока: тип, размер, полярность
- Напряжение дуги
- Количество проходов
- Диаметр электрода
- Производительность
https://youtu.be/KoLEShaz83Q
Дополнительные
- Параметры электрода: входящие в его состав элементы, толщина покрытия проволоки, ее размер вылета
- Качество зачистки, конфигурация кромок свариваемых заготовок
- Положение электродной проволоки, соединяемых образцов в период сварочного процесса
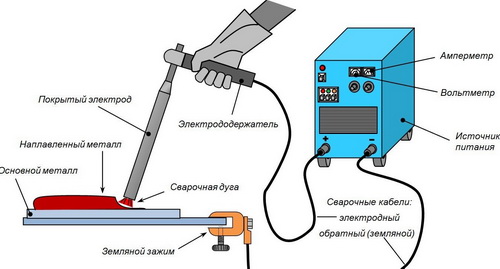
Схема дуговой сварки
Схема наполнения шва соединения обуславливает способность получаемого соединения отдельных деталей воспринимать предполагаемые нагрузки, сказывается на деформировании шовной массы, параметрах внутреннего напряжения.
Шовные соединения могут отличаться по длине:
- короткие — до 30 см;
- средние — 30-100 см;
- длинные — от 100 см.
Зависимо от длины сварного шва техника его заполнения бывает разной.
Если одного прохода сваркой недостаточно для заполнения шовного соединения в полном объеме, тогда накладываются дополнительные швы.
- Многослойный шов — если количество слоев соответствует количеству проходов электродами.
- Многослойно-проходной шов — если для наложения некоторых слоев требуется несколько прохождений.
Выбор тока, диаметра сечения электрода
Токовая сила при использовании электродуговой ручной сварки — один из самых важных показателей, влияющих на рабочую производительность, качество шовного соединения.
Чаще всего в комплект поставки сварочного оборудования входит инструкция по эксплуатации, в которой указываются рекомендуемые параметры. Если же инструкция не предусмотрена, тогда выбор токовой силы рекомендуется осуществлять с учетом диаметра используемых электродов, многие производители которых размещают соответствующую информацию на упаковке.
[wpsm_box type=»info» float=»none» text_align=»left»] Важно не забывать! Чем больше диаметр сечения электрода, тем шире получается сварной шов, глубина проварки меньше — хуже соединение в целом.[/wpsm_box]
Пример соотношения тока, диаметра электрода, толщины материала
[wpsm_colortable color=»grey»]
| I т, А | 10-20 | 30-45 | 45-100 | 100-160 | 120-200 | 150-200 | 160-250 | 200-350 |
|---|---|---|---|---|---|---|---|---|
| D эл., мм | 1 | 1,5-2 | 3 | 3-4 | 4 | 4-5 | 5 | 6-8 |
| T м, мм | 0,5 | 1-2 | 3 | 4-5 | 6-8 | 9-12 | 13-15 | 16 |
[/wpsm_colortable]
Тип, полярность тока
Данные параметры зависят от типа, толщины металла свариваемых деталей. При постоянном электротоке с обратной полярностью электрод выделяет больше тепловой энергии.
Ток постоянный:
- для соединения образцов из легированной стали, чтоб не допустить их перегрева;
- для сварки тонких металлических изделий, чтобы не допустить их прожигания.
Ток переменный:
- для заготовок из углеродистых сталей, с целью экономичности.
[wpsm_box type=»info» float=»none» text_align=»left»] У многих сварочных устройств современной конструкции при помощи выпрямления переменного тока формируется на выходе сварочный ток постоянного типа.[/wpsm_box]
Напряжение дуги
После расчета силы тока нужно просчитать длину дуги, которая определяется дистанцией между окончанием электродной проволоки, поверхностью соединяемых металлических образцов.
Важно! Осуществляя сварочные работы, нужно контролировать стабильность дуги, от которой зависит качество соединения.
Подбирая режимы ручной дуговой сварки, профессиональные сварщики рекомендуют поддерживать короткую сварочную дугу. Ее длина не должна превышать диаметр сечения электродной проволоки, но этого достичь достаточно сложно даже опытному сварщику. Оптимальный вариант — этот параметр должен быть между минимально возможной длиной короткой дуги и ее максимальной длиной, большей диаметра сечения электрода не более чем на 2 мм.
Пример отношения дуговой длины/диаметра сечения электрода
[wpsm_colortable color=»grey»]
| D эл., мм | 1 | 1,5-2 | 3 | 3-4 | 4 | 4-5 | 5 | 6-8 |
| L д., мм | 0,6 | 2,5 | 3,5 | 4 | 4,5 | 5 | 5,5 | 6,5 |
[/wpsm_colortable]
Скорость проведения работ
На скорость выполнения сварного соединения отдельных элементов конструкции влияет толщина материала, сварного шва. Данный параметр подбирается так, чтобы наполнение ванны происходило равномерно. Она должна формироваться выше поверхности кромок, переходить плавно к основному металлу свариваемых заготовок.
[wpsm_box type=»info» float=»none» text_align=»left»] Важно! Необходимо следить, чтобы ванна заполнялась жидким металлом электрода равномерно, потому что глубина проплавления практически не меняется.[/wpsm_box]