Полиэтиленовые трубы в производстве и бытовом назначении используются все чаще: они отличаются легким весом и низкой ценой, не ржавеют, а главное, их легко монтировать. Самым надежным видом крепления остается сварка полиэтиленовых труб. Это более трудоемкий метод, чем механическое соединение, однако и его качество выше. Главное, чтобы была соблюдена технология сварки полиэтиленовых труб. Все квалифицированные сварщики обязательно проходят аттестацию.
Чаще всего используются три вида сварки: враструб, встык и при помощи электромуфты. В статье речь пойдет о стыковой сварке.
Описание метода
Сварка встык может использоваться в случае, если монтируемые трубы имеют диаметр не меньше 50 мм и толщину стенок не менее 5 мм. По этой технологии, отрезки плотно фиксируются, края выравниваются для лучшего контакта, разогреваются при помощи специального агрегата и расплавляются, после чего трубопровод стыкуют и сваривают. Если сделать все правильно, то образуется аккуратный и ровный шов.
При стыковой сварке нужно также помнить о следующих нюансах:
- температура воздуха в помещении, где будут проводиться работы, или на улице должна быть не меньше -15° и не выше +45°;
- трубы должны быть одного диаметра и SDR, а также изготовлены из одной марки полиэтилена.
Процесс работы
Саму технологию сварки ПНД труб встык можно условно разделить на шесть этапов:
- Подготовка и центровка труб.
- Торцевание.
- Установка нагревателя (сварочного зеркала) и нагрев.
- Удаление нагревателя (после того как торцы труб оплавятся).
- Сварка.
- Охлаждение.
Прежде чем приступить к работам, трубы необходимо подготовить. Нарежьте их на части нужной длины, при этом следите, чтобы срез был ровным. Все детали, включая муфты, необходимо зачистить и обезжирить. После этого отрезки закрепляются в центраторе сварочного устройства.
Вторым этапом является торцевание, то есть все излишки материала снимаются при помощи специального резца. Удобно использовать электроторцеватель: аппарат выравнивает торцы труб под прямым углом, убирает все неровности и сколы.
Торцевание нужно продолжать, пока стружка, которая образуется в результате, не начнет выходить ровной лентой. Чтобы убедиться, что нет зазоров, детали сводят вместе для проверки. Стоит учитывать, что отрезок трубы уменьшится из-за торцевания и дальнейшей сварки. Чтобы понять, каким будет это расстояния, лучше заглянуть в инструкцию: для каждого диаметра трубопровода этот размер будет разным.
После подготовки труб между ними устанавливается специальный нагревательный элемент. Торцы нужно прижать к нагревателю, при этом на протяжении нагрева нельзя менять давление нажима. Время нагревания разнится в зависимости от условий. Точное время можно посмотреть в таблице параметров сварки полиэтиленовых труб.
Далее сварочное зеркало необходимо убрать, а торцы как можно быстрее состыковать, оказывая на них равномерное давление. Если нагретые поверхности остынут, это скажется на качестве монтажа. Также обязательно нужно следить за тем, чтобы при удалении нагревательного прибора не загрязнить и не повредить свариваемые трубы.
[wpsm_box type=»info» float=»none» text_align=»left»]
Во время непосредственно сварки между отрезками образуются окончательный грат и молекулярные связи. Давление нужно выдерживать и на протяжении всего последнего этапа – охлаждения. Необходимо дождаться, пока полиэтилен полностью остынет, после чего можно достать трубы из центровочного аппарата.[/wpsm_box]
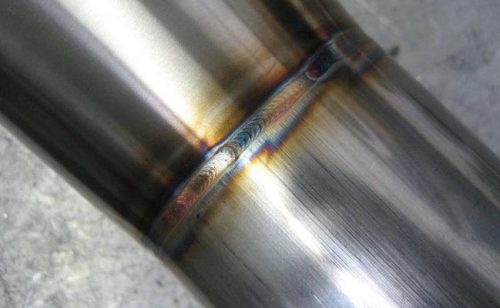
Результатом должен стать ровный и аккуратный шов. Признаком качественной работы станет симметричный буртик, который должен быть одинакового размера с обеих сторон. Цвет грата должен быть такой же, как и у труб, плохим признаком будет наличие трещин, пор и инородных включений.

Параметры
Сварка полиэтиленовых труб встык требует соблюдения определенного перечня параметров. Это температура нагрева инструмента, давление при прижатии торцов к нагревательному элементу, продолжительность времени воздействия.
Чтобы рассчитать параметры, необходимо учитывать толщину трубы, ее наружный и внутренний диаметр, площадь сварки в квадратных мм, площадь цилиндра машины, а также марку полиэтилена.
Как правило, необходимые таблицы бывают представлены в инструкциях по эксплуатации сварочного оборудования, которое используется для полиэтиленовых труб.
Температура нагревательного элемента для плавления и нагрева постоянна, ее необходимо поддерживать в рамках от 200 до 220°. А вот давление и время нагрева вычисляются индивидуально для каждого вида трубопровода.
Регулировать давление лучше всего по данным манометра гидравлического насоса. Однако, если давление создается вручную или манометр отсутствует, его необходимо определять визуально по форме и размерам образующихся валиков грата. Для определения времени используется секундомер.
Оборудование
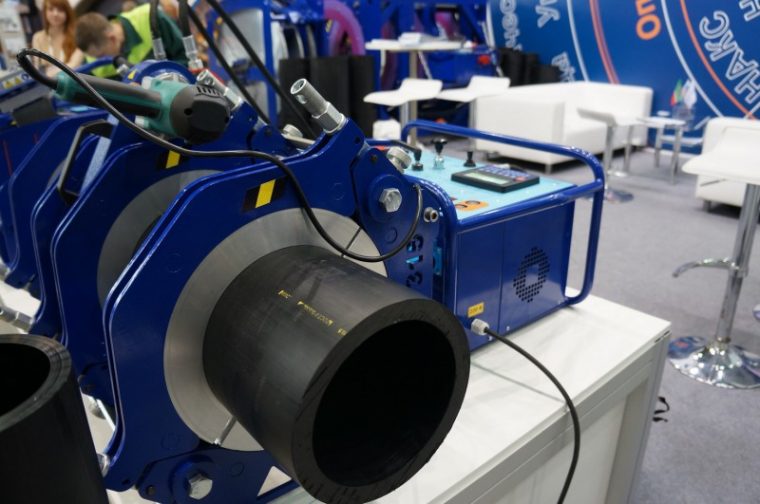
Чтобы процесс монтажа прошел максимально эффективно, нужно использовать специальное оборудование для сварки полиэтиленовых труб. Для работы лучше всего подойдут аппараты с гидравлическим или механическим приводом. Использование таких агрегатов даст уверенность, что в процесс не вмешается человеческий фактор, а значит, удастся повысить как качество, так и скорость монтажа.
Собрать установку для торцевания и сварки полиэтиленовых труб можно самостоятельно. Для этого необходимо собрать несколько составных частей, которые могут работать независимо друг от друга.
Базовым элементом машины является центратор. Это станина, которая четырьмя металлическими зажимами жестко фиксирует отрезки и соединительные детали.
[wpsm_box type=»info» float=»none» text_align=»left»]
В работе при сварке полиэтиленовых труб не обойтись без торцевателя. Это дисковый механизм, который снабжен электродвигателем. Агрегат предназначен для очистки торцов свариваемых деталей. Торцеватель имеет специальное крепление, благодаря которому его можно установить на сварочный аппарат.[/wpsm_box]
Нагревательный элемент необходим для нагрева и оплавления концов труб. Он имеет термометр, а его поверхность покрыта тефлоном, чтобы полиэтилен не прилипал.
Для обеспечения постоянного уровня давления необходим гидравлический привод. Однако можно использовать и механический привод. В таком случае давление нужно будет регулировать вручную.
Также при работе понадобятся редукционные вкладыши и электронный блок управления.
От хорошего оборудования во многом зависит качество сваренных деталей, но не менее важен и профессионализм сварщиков. Поэтому для работ необходимо приглашать аттестованных специалистов. В таком случае сварка будет быстрой и качественной.