Стальные трубы разного диаметра и толщины стенок могут использоваться при подаче питьевой воды и горячего теплоносителя, а также природного газа. Давление в них может достигать значительной величины, поэтому необходимо представлять, как варить такие трубы электросваркой качественно и надёжно. Кроме навыка, потребуется знать состав свариваемых труб, найти соответствующие электроды или проволоку и правильно подобрать параметры работы сварочного аппарата. Мы подробно расскажем о способах соединения труб, о необходимой аппаратуре и расходных материалах для этого непростого процесса.
Необходимое оборудование и материалы для электросварки труб
Перед тем как сваривать трубы электросваркой необходимо подготовить оборудование и расходные материалы, перечень которых зависит от состава металлического трубопровода. Трубы из низкоуглеродистых сталей диаметром менее 100 мм с толщиной стенок от 2 мм до 10 мм свариваются покрытыми электродами от 2,5 мм до 5 мм в диаметре. При этом можно пользоваться как сварочным трансформатором, так и инвертором ММА. Если трубы тонкостенные, оцинкованные, медные или нержавеющие, то необходимо использовать аппараты TIG или MIG с ручной или полуавтоматической подачей проволоки.

При работе методами TIG, MIG/MAG нужно определять необходимую полярность подключения, а в ряде случаев пользоваться инертным или активным газом. Сварка труб электросваркой требует определённого опыта и нуждается в точном подборе сварочной проволоки и электродов в соответствии с химическим составом заготовок. В этом случае можно сварить оцинковку, сплавы металлов и другие, сложные для соединения материалы. Для работы сварщика необходим набор следующего оборудования и инструментов:
- сварочный аппарат, универсальный и недорогой инвертор MMA+TIG является наиболее предпочтительным;
- соответствующие толщине и составу металла покрытые или вольфрамовые электроды;
- углошлифовальная машина (болгарка) с набором дисков;
- в случае применения способов TIG или MIG/MAG, соответствующий газ с баллонами, редукторами, горелкой в комплекте с еврорукавом;
- спецодежда, рукавицы и сварочная маска;
- молоток и металлическая щётка для очистки остывшего шва от нагара и шлака;
- растворитель для очистки стыка от загрязнений;
- дефектомер, позволяющий определить целостность шва;
- машинка для торцовки и снятия фаски со стыков труб.
Можно обойтись упрощённым перечнем необходимых инструментов, что может несколько снизить качество сварки, но забывать о соблюдении правил техники безопасности нельзя ни в коем случае.
При наличии возможности, наилучшим вариантом оценки качества работ является использование ультразвукового дефектомера. Сваренный отопительный, газовый или с водой питьевого назначения трубопровод, после зачистки швов, должен опрессовываться под давлением для газа 0,02 Мпа. Для отопительных систем и водопроводов испытательное давление должно превышать рабочее в 1,5 раза и не снижаться в течение 20 минут.
Виды соединений при сварке труб
Прокладка трубопровода различного назначения требует соединений под углом, а также всевозможных врезок. Их необходимо знать, чтобы понимать, как правильно варить трубы электросваркой с целью соединения разных участков в одно целое. Мы выясним, как можно заварить стыки и обеспечить оптимальное соединение частей трубопроводной системы. Сварка составных элементов бывает следующих видов:
- прямое или соединение встык, с подготовкой торцов для многослойного сварочного шва;
- поворотное, угловое соединение под 90о или с иным изгибом применительно к конкретной ситуации;
- врезка или тавровый стык в основную трубу магистрали;
- прямое соединение с использованием муфты, внутренний диаметр которой равен внешнему диаметру свариваемых труб.
По месту работы швы подразделяются на нижние, потолочные, вертикальные и горизонтальные. Возникает закономерный вопрос: а можно ли оценить качество шва на просвет? Таким образом, можно заметить лишь очень грубые огрехи, поскольку слой шлака и возможные микротрещины, при низкой квалификации и неверном подборе режима работы, визуально не обнаруживаются. Для выявления брака используется дефектомер и опрессовка избыточным давлением.
Для сварки стыков подбираются электроды, диаметр которых зависит от толщины стенок соединяемых заготовок. При толщине металла менее 3 мм используют электроды 2,5 мм и ток в пределах от 50 до 100 А. С дальнейшим увеличение толщины стенок нужно последовательно увеличивать диаметр электрода, а ток рассчитывать умножением диаметра на 30−40 А. Например, при толщине стенок 7 мм, необходимо использовать электрод 5 мм и ток от 180 до 250 А. По составу покрытия плавящиеся электроды могут быть следующих видов:
- покрытие рутиловое;
- покрытие целлюлозное;
- покрытие смешанного типа;
- покрытие основное.
Выпускают электроды разные предприятия как на территории России, так и за рубежом. Наиболее популярна продукция компании ESAB, которая выпускает также сварочную проволоку различного состава и назначения для работы методами TIG и MIG/MAG.
[wpsm_box type=»info» float=»none» text_align=»left»]Важно помнить, что при сварке аргонодуговым методом и полуавтоматами выбор вида присадочной проволоки имеет определяющее значение и от него зависит качество и эластичность шва.[/wpsm_box]
Последовательность операций при сварке труб
Такой непростой процесс, как электросварка труб, требует определённых навыков, точного соблюдения технологии и строгой последовательности работ. Каждая операция имеет свой смысл и направлена на улучшение качества соединения, особенно тонкостенных, деталей. Важным параметром при подборе электродов является эквивалент углерода, который говорит о свариваемости стали и указывается в сертификате соответствия труб. В случае сварки тонкостенных труб из цветных металлов или оцинкованных изделий следует использовать аргонодуговой метод с подбором соответствующей проволоки и полярности сварки.
https://youtu.be/NzTevO99_1o
После выбора метода соединения необходимо подобрать силу тока и диаметр электрода в соответствии с толщиной стенки труб. Дальнейшая последовательность операций заключается в следующем:
- проверить срез труб на стыкуемость под прямым углом;
- обработать углошлифовальной машиной фаски каждой трубы;
- обезжирить место соединения, очистив от загрязнений;
- прихватить стык для того, чтобы избежать смещения в двух точках;
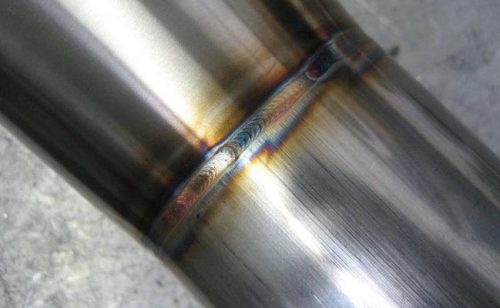
- проварить круговой корневой шов;
- после остывания металла очистить стык от шлака;
- проварить второй шов так, чтобы он выступал на три миллиметра от поверхности труб;
- в случае толщины стенок более 6 мм проварить третий шов с перекрытием относительно предыдущих;
- зачистить место стыка и убедиться визуально в отсутствии пор и непроваренных участков.
Врезки и поворотные участки свариваются в той же последовательности, и при толщине стенок менее 4 мм следует выбирать электрод 2,5 мм, при большей толщине количество швов должно увеличиваться. Направление движения электрода при последующих швах должно происходить в противоположную сторону от предыдущего слоя.
Важно помнить, что электрод необходимо держать под углом от 30 до 60 градусов от вертикали для предотвращения затекания металла в просвет трубы, а поступательные движения руки должны обеспечивать качественный шов.
Что в итоге?
Таким образом, мы рассказали вам, как варить трубы электросваркой, как подобрать электроды и каким способом можно осуществить разнообразные соединения. Этот вид сварочных работ требует навыков, поэтому режимы сварки следует подбирать экспериментально на заготовках соответствующего диаметра. При возникновении затруднений следует обратиться за консультацией к профессиональным сварщикам или пройти соответствующее обучение. Успешной вам работы.