
Наличие мощного источника тока позволяет получить электрический разряд между двумя электрическими выходами вторичной обмотки трансформатора. Небольшой зазор позволяет сделать этот разряд управляемым и во время его действия возникает мощное световое излучение и выделение огромного количества тепловой энергии. Эта энергия позволяет расплавить металл, а управляемый процесс называется сварочной дугой, напряжение и сила тока которой даёт возможность достигать температуры, доходящей до 6000оС. Определение параметров этого явления и возможностей использования его на практике, открывает широкие перспективы для соединения различных металлов и сплавов. Об этом мы и расскажем.
Электрическая дуга и области её применения
Когда был обнаружен эффект короткого замыкания источника тока и его возможность расплавлять металлы, это открыло огромные перспективы для использования в области сваривания самых разных материалов. С помощью плавящихся электродов, покрытых флюсом и присадками, управляемая сварочная дуга позволяет оперативно получить монолитное соединение самых разнообразных деталей. Высокая температура сварки дугой короткого замыкания даёт возможность варить любые материалы от броневых листов и строительных конструкций до тонкого металлопроката, алюминия и титана.
Чтобы понять значение электрической дуги и области её применения при сварке, необходимо знать, что она представляет собой разряд большой мощности в среде газов. Этот процесс сопровождается выделением тепловой и световой энергии с ультрафиолетовой и инфракрасной составляющей, которая требует защиты кожного покрова и органов зрения. Тепловая энергия сварочных дуг ведёт к расплаву материала заготовок и покрытого электрода, что вызывает их частичное испарение. В зависимости от среды, где он действует, разряд может быть следующих видов:
- в состоянии открытой дуги в воздушной, кислородной среде;
- закрытый разряд, действие которого происходит под флюсом с парами металла;
- в виде дуги, работающей в среде активных или инертных газов.
Кроме того, процесс может происходить с применением плавящихся электродов и проволоки или тугоплавкими вольфрамовыми электродами с ручной подачей присадочных материалов.
[wpsm_box type=»info» float=»none» text_align=»left»]
Важно понимать, что момент возникновения электрического разряда сопровождается яркой световой вспышкой, возникновением брызг расплавленного металла и вредных излучений, поэтому необходимо принять меры по защите зрения и открытых участков кожи. [/wpsm_box]
Виды электрической дуги
Для наилучшего понимания процесса необходима классификация сварочной дуги по различным признакам, поскольку параметры видов разряда и способы его запуска несколько отличаются в зависимости от ряда факторов. Например, тугоплавкий оксидный слой на поверхности металла или сплава вынуждает повышать значение тока во время возбуждения электрической дуги и соответственно увеличивать температуру в сварочной ванночке. При соприкосновении электрода с заготовкой возникает резкое падение напряжения и возрастание величины тока, поскольку сопротивление между катодом и анодом близко к нулю. Это ведёт к моментальному разогреву металла и его испарению.
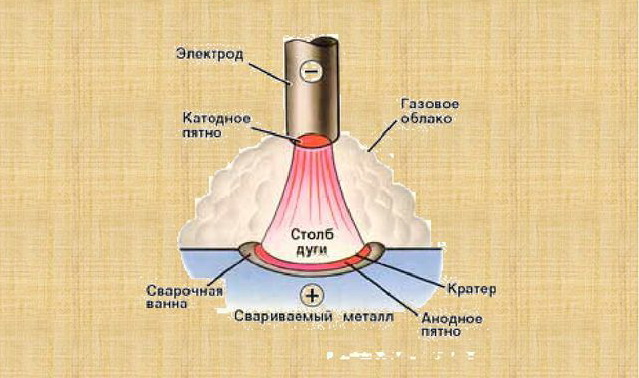
В момент отрыва электрода от детали возникает сварочная дуга в газообразной воздушной или инертной среде, в которой присутствуют пары металла и флюса. В условиях стабилизации появляется зона горения, состоящая из катодной области, столба разряда и анодной области. Классификация сварочных процессов происходит по следующим признакам:
- материал электрода может быть неплавящимся вольфрамовым или плавящимся покрытым;
- по форме ток может быть импульсным, переменным и постоянным с прямой или обратной полярностью;
- среда может быть открытой воздушной, закрытой под флюсом и инертной;
- по принципу подключения электродов и воздействию на металл процесс может быть комбинированным, косвенным и прямым.
Примером комбинированного воздействия может служить сварка трёхфазной дугой, при которой две фазы подключены к электродам, а третья к соединяемым деталям. Косвенное воздействие производится между двумя близкорасположенными электродами и заготовкой, а прямое между деталями и одним электродом.
[wpsm_box type=»info» float=»none» text_align=»left»]
Важно знать, что поверхность соединяемых заготовок должна быть очищена от загрязнений и окисного слоя, иначе шов получится пористым и непрочным при любом способе работы. [/wpsm_box]
Источники питания для электродугового метода
С целью получения энергии для соединения металлов используется разнообразная профессиональная аппаратура, поскольку любая отрасль промышленности немыслима без этого оборудования. Такие источники питания сварочной дуги широко используются и в быту, при дачном строительстве и ремонте всевозможных изделий из сплавов и металлов. Характеристики современного оборудования дают неограниченные возможности для выполнения огромного спектра задач.
Мы рассмотрим основные виды используемых агрегатов, которые позволяют работать сварочной дугой с разными видами металлов и с применением электродов широкого назначения, а именно:
- понижающие трансформаторы переменного тока, а также понижающие выпрямители, работающие с применением покрытых электродов;
- инверторные аппараты ММА;
- инверторы MMA+TIG, которые могут варить как плавящимися электродами, так и тугоплавкими в среде защитных газов;
- полуавтоматическая аппаратура MIG/MAG, в которой вместо электродов используется специальная проволока, а работа производится в защитной среде;
- оборудование для точечной сварки как бытовое, так и промышленное.

Создаваемая этими приборами сварочная дуга, возникает благодаря переменному, постоянному или импульсному току с различными вольт-амперными характеристиками. Кроме того, современная аппаратура обладает возможностью регулировки параметров тока и напряжения в очень широких пределах, а также имеет режимы горячего старта и форсажа дуги. Имеется возможность использовать прямую и обратную полярность, а также импульсный ток, щадящий заготовки малой толщины. Общим для этих методов является то, что длина сварочной дуги не должна превышать 5−6 мм, иначе её действие приобретает нестабильный характер.
[wpsm_box type=»info» float=»none» text_align=»left»]
Нужно отметить, что правильный выбор оборудования даёт возможность изменять параметры дуги при сварке в довольно широких пределах, а это обстоятельство существенно расширяет ваши возможности и позволяет обеспечить хорошее качество работ. [/wpsm_box]
Заключение
Мы рассмотрели процесс возникновения сварочной дуги, её виды и использование при соединении металлов. Широкий ассортимент источников питания позволяет выбрать необходимый для работы аппарат с нужными характеристиками по управлению дугой короткого замыкания. Приобретение необходимых навыков сварки зависит от опыта и обучения, успешной работы.
https://www.youtube.com/watch?v=gsgTD24VCZc



