
Титан не считается редким металлом. Его больше в земле чем меди со свинцом или цинка. Титановые сплавы прочные и не подверженные коррозии. Металл дорогой, так как обрабатывать его сложно и дорого. Рассмотрим как происходит сварка титановая.
Общие сведения
Взять титановый кусок и сразу использовать получается редко. Требуется обработка: +400 C, влияние пара с азотом и кислородом — это сложная технология.
Титановую сварку производят таким методами:
- С помощью аргона;
- Дугового флюса;
- Электронного луча и другие.

Чаще всего пользуются методом, используя аргон.
Нюансы титановой сварки
Рассмотрим особенности сварки титана. Когда специалист производит сваривание в материале не появится горячих трещин, когда зернистость материала становится более крупной. Технические показатели, как и качество места сваривания ухудшаются. Чтобы материал не стал более хрупким, операцию производят быстро.
Титан нужно изолировать от атмосферного влияния. Не только в сварочной ванной, но и от участков, разогревающихся свыше +625 ºС.
Сваривание с помощью аргона
Этот вид сварки титана популярен в нашей и других странах. Здесь не пользуются электродами с флюсами. Есть возможность выполнять более сложные, тонкие работы на больших объектах или мелких деталях (не толще 0,5 мм). Шов выйдет качественным. С помощью аргоновой сварки можно восстановить деталь в её первоначальном объёме. Кроме этой работы, качественной считается диффузионная.
Технологии сваривания титана, сплавов с ним
Хорошо, когда работы производит специалист на добротном оборудовании. Важно соблюдать последовательность выполнения работ и придерживаться регламентированных норм.
На первом этапе, до сварочного воздействия, производят подготовку, зачищая металлическую поверхность. Плёнку оксидную удаляют. Газокислородной резкой обрабатывают кромки.
[wpsm_box type=»info» float=»none» text_align=»left»]
Для обработки заготовки либо детали нужен определённый уровень тепла. При температуре 60 ºС обрабатывают соляной кислотой с фтором. К шву прикладывают прокладки из меди или стали, чтобы избежать воздействия воздуха. Кроме прокладок, специалисты используют насадки или козырьки.[/wpsm_box]
Нюансы контактного способа сваривания
При контактной сварке, которую впервые произвели Захарченко В. Ф. с Забурдиным М. К., выяснили, что большие заготовки оплавляются со скоростью 2-2,5 мм/сек. Это важная характеристика металла. Если оплавление происходит быстрее, то прочность ощутимо снижается. Не имеет смысла увеличивать температуру. Иначе получение качественного соединения будет под вопросом и даже аргон не защитит материал от образования пор, трещин.
https://www.youtube.com/watch?v=OWpBz-eTpSY
До сваривания специалисты рекомендуют торцы детали зачищать наждачкой или фрезеровать. Титан быстро перегревается. Это учитывают, ведь осадка может быть на 15 или 20% чем у углеродистой стали. Эта тема хорошо знакома специалистам.
Подробности процесса
В горелке стоит вольфрамовый электрод, благодаря чему поддерживается ток. Металл контактирует с электрической дугой и получается ванная, в которой производится титановая сварка. В ней температура поднимается до 6 000 ºС.
Под воздействием сварочной дуги материал плавится, выходит, что работающая горелка, оказывается в углублении. Это разогревает аргон, который защищает металл от влияния кислорода с азотом и иных примесей, считающихся вредными.

Нюансы
Для металла не толще 1,5 мм при холодной сварке пользуются присадочной проволокой. Если деталь толщиной от 10 до 15 мм, то дугу погружают в один из проходов. Придерживайтесь технологии и шов выйдет ровным, герметичным, долговечным без шлаков. Чтобы деталь остыла воды не требуется.
Электронно-лучевая с дуговой сваркой
Сваркой дуговой, с использованием флюса, начали пользовать недавно. Материал от воздушной среды изолируют флюсами, сделанными в виде пасты. Популярная АНТ-А в разных модификациях.
При этом способе воздействия на материал удаётся получить лучшую кристаллическую структуру, свариваемого металла. Деталь можно эксплуатировать так же интенсивно как до сварки.
У этого вида сварки много недостатков, но рассмотрим плюсы:
- Материал при обработке полностью защищён от воздействия атмосферы;
- На месте обработки получается отменная кристаллическая решётка;
- Скорость работ большая, а энергоёмкость низкая.
https://www.youtube.com/watch?v=HfWD6kU0B6o
Электрошлаковую сварку используют редко. При этом способе специалист применяет электроды аналогичные поверхности материала.
Возникают ли при сварке титана дефекты?
Когда специалист при сварочных работах соблюдает технологию, то прочность шва по сравнению с основным материалом достигает 80%. Если шов получится с дефектом, то деталь или конструкция в этом месте потеряет от 40 до 60% прочности. Чаще всего:
- Возникают трещины (холодные).
- Появляются поры.
[wpsm_box type=»info» float=»none» text_align=»left»]
Главная причина возникновения пор — примеси водорода остаются в присадочном и главном материале. Если не хотите, чтобы образовались поры, тщательно очищайте как присадочный материал, поверхность детали. Производите сварочные работы при подходящем температурном режиме.[/wpsm_box]
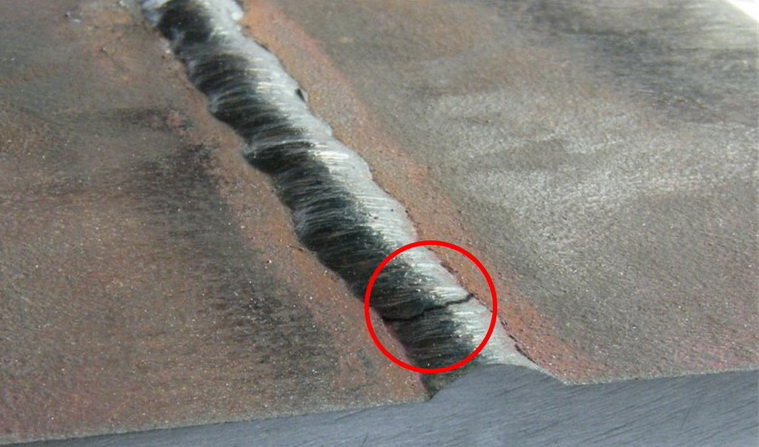
Если на материале холодная трещина, несколько, значит, они возникли непосредственно после сваривания или спустя недели, иногда месяцы. Материал стал хрупким из-за воздействия примесей.
Определяем насколько качественно сделана работа:
- Если шов серебристый, значит, газовая защита была отменной.
- При соломенном тоне шва были нарушения в технологии работы.
- Если шов стал серым (с налётом) или голубым, коричневым, то он был плохо защищён.
Выводы
Вы читали статьи, наш материал и теперь понимаете как производят сваривание титана и его сплавов? При правильной технологии сварки титана и его сплавов прочность шва составляет 80% от целого материала. Обработанная титановая деталь окажется прочнее отремонтированной стальной детали и иных металлов.
К сожалению, оборудование для сварочных работ по титану дорогостоящее. Процесс слишком энергоёмкий, существуют и другие недостатки. Находятся компании, которые стремятся делать качественные швы. Так, качественно производится сварка титана и его сплавов.
Благодаря насадкам холодная сварка, которую производят специалисты, не такая сложная и длительная процедура. Новичку будет трудно сделать свою работу и при вспомогательных средствах, а вот мастер сразу ощутит и оценит преимущества и будет пользоваться насадками в дальнейшем.



