Источником энергии при этом способе сварки является не традиционная дуга, а поток электронов с высокой энергией из электронно-лучевой пушки. Для того чтобы поток электронов не терял энергию при столкновении с атомами воздушной среды, создают вакуум в пространстве проведения сварочных работ. Эта электронно-лучевая сварка обеспечивает выход энергии с разогревом непосредственно в месте соединения металлов без потерь в прослойке воздуха, а также гарантирует отсутствие окисления поверхности, свариваемых заготовок. Об этом методе сварки расскажем более подробно.
Метод ЭЛС и область его применения
Этот метод позволяет воздействовать на соединяемые металлы пучком электронов с высокой энергетикой, которые вызывают в вакууме расплав металла или сплава с последующим свариванием заготовок. Один проход позволяет соединить детали от 0,1 мм до 400 мм независимо от химического состава, свариваемых металлов.
Для беспрепятственного прохождения электронно-лучевого потока необходимо разрешение газов от 10-2Па, чтобы обеспечить заданные параметры для соединения титана, алюминия, химически активных металлов и сплавов, а также тугоплавких элементов. Особенно важно применять этот метод при сварке термостойких деталей, которые в условиях дугового способа очень плохо соединяются.
Существуют два компонента, которые обеспечивают бесперебойный процесс электроннолучевой сварки металлов и сплавов, и основным из них является энергетическая составляющая. Формирует пучок электронов раскалённый катод, а электроны ускоряются напряжением до 200 кВ до 0,5 скорости света, что вызывает расплавление зоны сварочного шва. Плотность энергетического выброса при столкновении с материалом деталей значительно превышает энергетику сварочной дуги. Вторая составляющая сварки является электромеханическим комплексом, обеспечивающим перемещение луча и деталей относительно друг друга, угловое отклонение потока электронов и гарантирующим наличие вакуума в зоне сварки.
Электронно-лучевой тип сварки используется в заводских условиях в вакуумной среде и применяется для соединения следующих материалов и сплавов:
- сплавов на основе титана;
- бериллиевых сплавов;
- сплавов алюминия;
- молибдена, циркония, тантала и ниобия;
- высокопрочных легированных сплавов.
Такое сварочное оборудование позволяет применять результаты работы в ракетостроении, атомной энергетике и освоении космоса.
[wpsm_box type=»info» float=»none» text_align=»left»]Важно понимать, что технические условия процесса, делают метод весьма затратным и высокотехнологичным, что исключает его применение в домашних или бытовых условиях.[/wpsm_box]
Достоинства и недостатки ЭЛТ сварки
Сварка электронно-лучевым методом применяется в различных отраслях промышленности, поскольку позволяет вести работу в труднодоступных местах с заготовками различной толщины. При этом не происходит коробления заготовок по причине импульсного характера воздействия пучка электронов на металл, а также тонкой фокусировки в месте сварки.
Изменение ускоряющего напряжения от 35 до 220 кВ меняет скорость электронов в широких пределах, а, следовательно, и глубину провара заготовок. При торможении энергия пучка преобразуется в тепловое воздействие, которое и вызывает плавление металла с возникновением сварочной ванночки.
Разогрев происходит на участке в доли миллиметра и имеет весьма значительную глубину проваривания, соединяемых деталей. Высокоточная регулировка позволяет сваривать заготовки как небольшой (0,01 мм), так и весьма значительной толщины, в зависимости от мощности потока электронов.
Таким образом, лучевая сварка обладает следующими преимуществами:
- производительность, экономичность и высокий уровень автоматизации процесса работ;
- регулируемая мощность позволяет сваривать детали различной толщины в труднодоступных для дуговой сварки местах;
- регулируемое соотношение ширины шва, к глубине провара достигающее величины 1:50;
- отсутствие загрязнения и окисления зоны шва, поскольку процесс происходит в вакууме;
- узкий шов с большой глубиной провара позволяет получить высокое качество и прочность соединения;
- импульсный характер воздействия пучка электронов позволяет избежать деформаций свариваемых деталей;
- метод может использоваться для термообработки, напыления, перфорации и резки материалов;
- ЭЛС используется для сварки легкоплавких металлов и сплавов, благодаря импульсному воздействию и малой ширине шва.
К недостаткам метода относятся высокая стоимость аппаратуры, конечные размеры заготовок в связи с размерами вакуумных камер и точная подгонка деталей перед сваркой.
[wpsm_box type=»info» float=»none» text_align=»left»]Важно учитывать, что при высоких значениях ускоряющего напряжения (более 60 кВ) возникает рентгеновское излучение, от которого необходима дополнительная защита.[/wpsm_box]
Оборудование и технология метода ЭЛС
Существует несколько видов оборудования для электронно-лучевой сварки, которые характеризуются мощностью пучка, величиной ускоряющего напряжения и, как следствие, толщиной свариваемых деталей. Большое значение имеет размер камеры и степень создания вакуума в её пределах, поскольку при низком уровне откачки насосами воздуха происходит значительное рассеивание пучка электронов.
https://youtu.be/7neyv_dmQVU
В воздушной среде работа может происходить только с тонкостенными деталями и на малых расстояниях от источника до свариваемого материала. Для качественного соединения требуется также точное позиционирование места сварки относительно излучателя и его фокусировка.
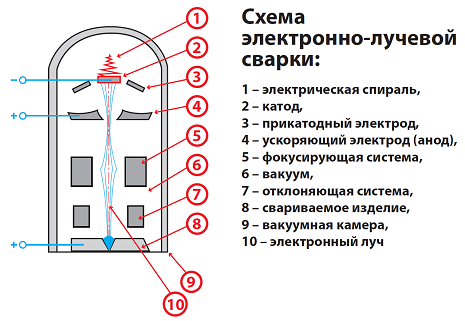
В схему оборудования для электронно-лучевой сварки входят следующие элементы:
- блок питания установки;
- вакуумная камера со шлюзами и насосами, обеспечивающими скоростную откачку воздуха;
- блок управления пушки;
- катод с управляющими электродами и юстировочными катушками;
- анод и расположенные за ним фокусирующие катушки;
- отклоняющие катушки;
- координатный стол для точного позиционирования свариваемых заготовок.
[wpsm_box type=»info» float=»none» text_align=»left»]Важно обеспечивать при работе минимальный зазор между деталями и чистоту поверхности от всевозможных загрязнений.[/wpsm_box]
Наиболее эффективным технологическим способом является полное проплавление соединяемого стыка, которое сводит к минимуму возникновение дефектов шва. Также используют способ развёртки пучка электронов с различной амплитудой и частотной регулировкой, что позволяет улучшить качество, уменьшить перегрев деталей и сформировать стабильный шов с учётом свойств конкретного металла.
Заготовки большой толщины могут свариваться наклонным пучком электронов с углом отклонения от 4о до 7о. Этот способ подразумевает двустороннюю, либо многопроходную сварку.

Подводим итог
Мы рассказали о лучевой сварке потоком электронов трудно свариваемых или тугоплавких металлов и сплавов с различными физическими свойствами. Этот промышленный метод используется при производстве высокотехнологичного оборудования различного назначения, а обеспечиваемые качество и точность, существенно отличают его от дуговой сварки.