Орбитальная ВИГ сварка помогает изготовить оборудование, поддерживающее энергетическую жизнедеятельность промышленных предприятий и жилых домов. Учитывая популярность этого способа соединений и широкого применения в фармацевтике, аэрокосмической, пищевой, авиационной и энергетической промышленности, далеко не все специалисты имеют полную информацию о данной технологии.
Для полного понимания сварочного процесса орбитальным способом, нужно понимать, что он собой представляет, какие его преимущества и технологии применения. Статья будет полезна как для опытного сварщика, так и для человека который только начинает свое знакомство с такой технологией.
Что означает орбитальная сварка?
Орбитальной сварка стала называться из-за того, что головка двигается, огибая трубу по орбите. Целесообразнее всего использовать данную технологию в случае, когда требуется сделать сварочный шов с повышенными характеристиками надёжности. Таким образом, механическая система будет вращать сварочную горелку относительно стыков трубных конструкций.

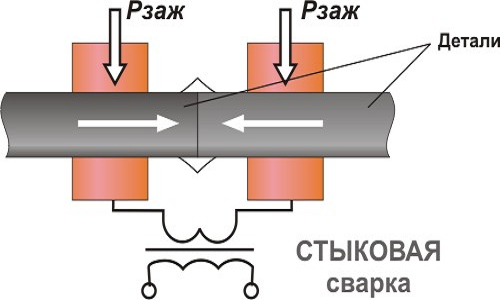
Орбитальная сварка чаще всего используется для соединения труб друг с другом (стыковая сварка, соединение фланцев, тройника, отводов и клапанов), а также для того, чтобы сварить трубу и трубную доску. Это будет включать в себя производство котлов, другие задачи при сварке труб в соответствующие доски и при изготовлении теплообменников.
[wpsm_box type=»info» float=»none» text_align=»left»]
Сам процесс представляет собой использование электрической дуги, которая накаляется между неплавящимся вольфрамовым электродом и самим материалом. Металл детали плавится, в результате чего и образуется сварочная ванна.[/wpsm_box]
Чтобы обеспечить изоляционную среду, которая препятствует проникновению кислорода, используется инертный газ, чаще всего аргон. Присадочный материал нужно подать в сварочную ванну, там он и расплавится благодаря энергии дуги.
Преимущества и недостатки метода
Такая технология имеет ряд выгодных характеристик, которые отличают её от других и объясняют высокий уровень популярности орбитальной сварки, рассмотрим конкретнее:
- Способ отличается низким уровнем образования каких-либо неточностей и брака, вероятность таких ситуаций сводится до минимума;
- Соединение будет возможно в любом пространственном положении;
- Сварке будут поддаваться практически все виды металлов;
- Есть возможность соединять между собой любые типы стали, включая те, что отличаются ограничениями в свариваемости. Также не возникнет препятствий в работе с такими металлами, как алюминий, тантал, цирконий, титан. Опытные специалисты справляются даже с бронзой или латунью;
- Все параметры, включая напряжение дуги, можно контролировать автоматически;
- Во время соединения не образуются шлак и вредный дым;
- Всеми параметрами во время соединения можно управлять, используя широкий диапазон настроек;
- Сварка происходит с использованием присадочной проволоки или без неё.
Как и каждый другой способ, орбитальная сварка имеет свои недостатки, ими являются:
- В некоторых случаях этот способ может отличаться низкой производительностью, если сравнивать с похожими процессами с использованием дуги;
- В основном используется сложное оборудование с далеко не доступной для каждого ценой на него. Устройство для ручной сварки будет стоить значительно дешевле;
- Режимы соединения и разработка технологии также потребует больших материальных вложений и трудовых ресурсов.
Подготовка стыков
Для начала стоит понимать, что данный метод чаще всего не позволяет провести сварочные работы с внутренней стороны шва. В результате проводят соединение на конкретном прикладном кольце. Но условия, в которых используется конструкция трубопровода, часто не дает возможности снизить показатель проходного сечения трубы. Это значит, что стоит применить разделку кромок, если речь идёт о соединении заготовок с толщиной материала свыше 3-х мм.

Для того чтобы шов был максимально качественным, нужно придерживаться следующих правил при подготовке поверхности для орбитальной сварки:
- плоскость должна быть идеально чистой;
- нужно соблюдать перпендикулярность поверхности стыка относительно оси трубы;
- при резке грат должен отсутствовать;
- должна соблюдаться точность зазора в процессе сборки стыков под соединение;
- не части разделки кромок, возможны минимальные допуски.
Головки
Соединительные головки используются для сварки конструкции трубопроводов малых и средних размеров. Иногда они снабжаются специальным механизмом, подающим проволоку. Максимальный показатель толщины трубы, подвергающийся сварке данным способом 170 мм. Агрегаты, используемые для соединения труб большого диаметра, отличаются пониженным уровнем практичности и неудобны в эксплуатации. Все они могут быть открытого или закрытого типа.
Существуют виды головок, которые подходят для работы с определённым диаметром трубы. К примеру, инструменты типа РКС и РКВ предназначены для сварки металла диаметром 10-170, 33-90 и 17-50 миллиметров.
Вывод
Орбитальный способ соединений конструкций трубопровода является очень качественным решением для обеспечения высокой надёжности шва. Но такой результат придёт только в случае соблюдения всех рекомендаций и правильной подготовки поверхности под соединение.