
Холодная сварка по алюминию представляет собой технологию, благодаря которой соединение заготовок осуществляется без их нагрева. По сути, это самое обыкновенное склеивание, осуществляемое за счет пластичности металла. Стоит отметить, что подобная методика встречается довольно-таки часто, для нее не требуется какая-либо особая подготовка или использование специального оборудования. Все работы производятся исключительно в помещении при обыкновенной комнатной температуре.
Профессионалы на https://ad-factory.ru с легкостью выполняют изделия по такой технологии. Например, в результате такого процесса можно получить различные вывески, в том числе объёмные световые буквы с алюминиевым бортом машинной сборки, которые часто делаются на металлическом каркасе или на алюминиевых композитных панелях.
Особенности холодной сварки
По большому счету, холодная сварка — это клей для металлических элементов, который включает в себя один или два компонента:
- смолы эпоксидного типа, благодаря которым обеспечивается однородность сварного соединения, причем оно образуется без ущерба для пластичности материала;
- определенный процент металла, выполняющего функции наполнителя;
- различные вещества, представляющие собой присадки, за счет которых улучшается адгезия, а металл лучше сопротивляется различным агрессивным воздействиям, способен выдерживать значительные температурные перепады и так далее.
Прочность холодной сварки находится в непосредственной зависимости от состава припоя, правильности его применения и, что немаловажно, от того, насколько правильно были подготовлены поверхности заготовок.
Если все требования были выполнены в полном объеме, то сварной шов получается даже более прочным, нежели основный металл. Однако холодная сварка по алюминию, как показывает опыт работы специалистов, является не слишком качественным методом соединения, поэтому ее используют исключительно для проведения небольших ремонтных работ.
Холодная сварка за счет деформации
[wpsm_box type=»info» float=»none» text_align=»left»] Соединение заготовок из алюминия в данном случае осуществляется исключительно при комнатной температуре. В основе подобной технологии лежит так называемая пластическая деформация этого металла.[/wpsm_box]
Изделия из алюминия приближаются друг к другу на максимально близкое расстояние, причем в ходе этого процесса осуществляется разрушение слоя оксида, который покрывает поверхность заготовок. После этого кристаллические решетки соединяются между собой, за счет чего получается довольно прочное соединение.
Чтобы связи между деталями вышли как можно более прочными, перед самой сваркой элементы нужно полностью очистить от пыли и по возможности обезжирить. Стоит отметить, что таким образом можно соединять не только изделия из алюминия, но и различные другие металлы, например медь, кадмий, никель, железо и так далее. Более того, данная технология прекрасно подходит для сваривания заготовок, сделанных из разных материалов, которые отличаются повышенной чувствительностью к высокой температуре.
Разновидности холодной сварки
На сегодняшний день известно три основных технологии, которые могут использоваться для получения сварных соединений данного типа:
- стыковая;
- точечная;
- шовная.
Точечная
Точечная методика применяется, когда требуется соединить между собой алюминиевые элементы внахлест. В этом случае придется воспользоваться пуансонами, причем участок, где будет располагаться этот пуансон, носит название сварной точки. Они находятся вдоль линии соединения элементов, но между ними сохраняется определенное расстояние.
Качество сварного соединения напрямую зависит от того, насколько сильно будет деформироваться сварная точка. Как правило, деформация для изделий из алюминия допускается в пределах от 60 до 70 %. Ключевым положительным качеством данной технологии является то, что перед началом самого процесса нет необходимости фиксировать заготовки в определенном положении. На сегодняшний день точечный метод является одним из наиболее часто встречающихся.
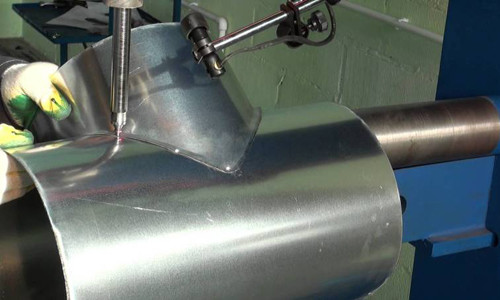
Шовная
Другая технология, получившая название шовной, базируется на использовании кольцеобразных пуансонов или специальных роликов. В процессе выполнения соединения ролики или пуансоны придавливают между собой алюминиевые детали, которые предварительно были очищены от оксидной пленки. Однако у этого метода имеется один существенный недостаток: на участке, где формируется шов, металл становится более тонким. В конечном счете, при значительных нагрузках, это может привести к тому, что заготовки начнут перегибаться или искривляться.
Чтобы нивелировать этот дефект, можно увеличить диаметр роликов, однако специалисты советуют по возможности избегать использования подобной технологии.
Стыковая
При применении стыкового метода заготовки, выполненные из алюминия, зажимают в губках таким образом, чтобы встречные концы были незначительно выпущены из них. Когда этот этап будет завершен, на зажимы оказывается довольно сильное осевое давление, что приводит к плотному сближению элементов. В результате осуществляется пластическая деформация, которая в конечном счете приводит к формированию межмолекулярных связей между заготовками.
Стоит отметить, холодная сварка для алюминия имеет определенные ограничения. В частности, категорически запрещается соединять между собой чересчур длинные элементы. Это связано с тем, что конструкция зажима не подразумевает сквозных вставок, поэтому детали будут ограничены по своим габаритам этим устройством.
Клеевая сварка
Данная технология не подразумевает использования механизмов или каких-либо особых устройств, поэтому она применяется довольно широко. Как уже говорилось выше, для полноценных сварных работ этот метод не подходит, однако в качестве временного средства он почти идеален.
Во многом за счет активного развития химической промышленности удалось разработать рецепт состава, позволяющего качественно соединять алюминиевые элементы. Дело в том, что в составе имеется ряд специальных присадок, которые могут значительно повысить адгезию материала, его температурные показатели. Сварное соединение такого типа превосходно сопротивляется воздействию даже самых агрессивных химических соединений.
Данные средства продаются практически в каждом магазине, причем такая продукция выпускается как отечественными, так и зарубежными предприятиями. Перед началом работы нужно отрезать от бруска требуемое количество вещества, соединить его с жидкостью из тюбика, идущего в комплекте. После этого данной смесью смазывают участок, который необходимо приварить, затем ждут несколько минут и обрабатывают место с помощью шлифовальной бумаги. Чтобы соединение получилось как можно более прочным, соединяемые элементы предварительно необходимо обезжирить и тщательно очистить от пыли. Воспользоваться данным составом можно только в течение получаса после его приготовления.



