
В нержавеющую сталь добавляется определенное количество хрома — не более 12%, что делает этот металл весьма податливым для обработки. Для соединения изделий из нержавейки можно использовать абсолютно все технологии сварочных работ. Однако тонкие элементы лучше всего соединять при помощи сварки нержавейки в аргоне.
Нержавеющая сталь обладает определенными техническими и эксплуатационными характеристиками, которые оказывают существенное влияние на конечный результат сварочных работ:
- Невысокий показатель теплопроводности не позволяет использовать чересчур высокий сварочный ток, так как в этом случае можно прожечь металл в районе формирования сварного соединения. Решается подобная проблема снижением силы подаваемого на металл тока до приемлемых параметров;
- Чрезмерно высокий усадочный процент металла в процессе остывания после проведения сварных работ с нержавеющей сталью. Чтобы это не сказалось на качестве соединения, необходимо правильно выставлять зазор между свариваемыми элементами;
- Если заготовка будет в течение долгого времени разогрета до высокой температуры, то это приведет к тому, что хром начнет испаряться, соответственно антикоррозийные характеристики в районе сформированного шва будут потеряны. Чтобы этого не произошло, сварка нержавейки аргоном подразумевает быстрое охлаждение конструкции.
Какое необходимо использовать оборудование и расходные материалы
[wpsm_box type=»info» float=»none» text_align=»left»]
Аргонная сварка качественной нержавейки может осуществляться при помощи стандартного набора оборудования, куда входят инвертор, осциллятор и баллон, не удастся обойтись без горелки, соответствующих шлангов и проводов.[/wpsm_box]
В качестве расходных материалов придется использовать сварную проволоку и непосредственно аргон. Если планируется осуществлять аргонную сварку нержавейки, то и присадку тоже придется брать из нержавеющей стали. Как правило, заготовки производятся из материала, имеющего маркировку 304, то для него в большинстве случаев подойдет проволока марки Y308.
https://www.youtube.com/watch?v=6zZS5FoNzPs
Вместо аргона можно использовать и ряд других газов, однако аргон расходуется наиболее экономично, к тому же его разрешается применять для соединения материалов разного рода, например меди с нержавейкой. В частности, для нержавеющей стали потребуется всего лишь 8 литров газа в минуту. Кроме того, можно дополнительно снизить расход газа, если на горелке будет размещена специальная газовая линза, обладающая специальной сеточкой.
Сварка нержавейки аргоном: технология проведения работ
В принципе, методы выполнения работ приблизительно такие, как и сварка меди, стали, алюминия и других металлов, однако здесь имеются определенные нюансы:
- Неплавящийся элемент и присадочную проволоку ведут исключительно вдоль формируемого сварного соединения. Отклоняться ни в одну из сторон нельзя, так как в этом случае расплавленный металл будет покидать аргоновую среду и вступать в контакт с воздухом, чего допустить нельзя;
- Чтобы качество шва, полученного в результате аргонодуговой сварки, было как можно более высоким, после завершения работы по его формированию, придется обдувать его аргоном с обеих сторон. Несмотря на то что это приведет к увеличению расхода газа, данная особенность не позволит не схватившемуся металлу вступить в контакт с воздухом и допустить испарение хрома;
- Не допускается соприкосновение неплавящегося элемента с поверхностью соединяемых заготовок, их сваривают без непосредственного контакта. Недопустимо касаться даже при необходимости осуществить розжиг дуги. Чтобы это выполнить, зачастую розжиг производится на специальной пластине, сделанной из графита или угля, в дальнейшем дуга переносится на основной металлом. Однако существует и бесконтактная технология, подразумевающая использование специального медного осциллятора.
Как уже говорилось выше, подачу газа после завершения сварочных работ сразу прекращать запрещается, нужно ее осуществлять еще примерно 10-15 секунд.
Как сварить между собой трубы из нержавеющей стали?
Сегодня нержавеющие элементы достаточно часто применяются в бытовых условиях, в промышленности они используются еще чаще, причем в самых разных областях производства. Соединять их между собой следует с помощью аргонодуговой сварки, причем технология в данном случае почти не будет отличаться от сварки листового металла. Все подготовительные работы точно такие же, как и режимы самой сварки, однако существует один незначительный нюанс.
Как уже говорилось выше, желательно обдувать сварное соединение с обеих сторон аргоном. Снаружи сделать это не так проблематично. Чтобы выполнить это изнутри, нужно немного исхитриться:
- С одной стороны труба затыкается пробкой из бумаги, ткани или иного материала.
- Стыковое соединение по периметру заклеивается любым клеящим материалом — скотчем либо изоляционной лентой.
- В открытое отверстие закачивается аргон, причем давление ставят минимальное, чтобы пробка осталась на месте.
- Когда внутри труба полностью заполнилась газом, второе отверстие тоже затыкают пробкой.
- Клеящую пленку теперь снимают с заготовок и производят сварные работы.

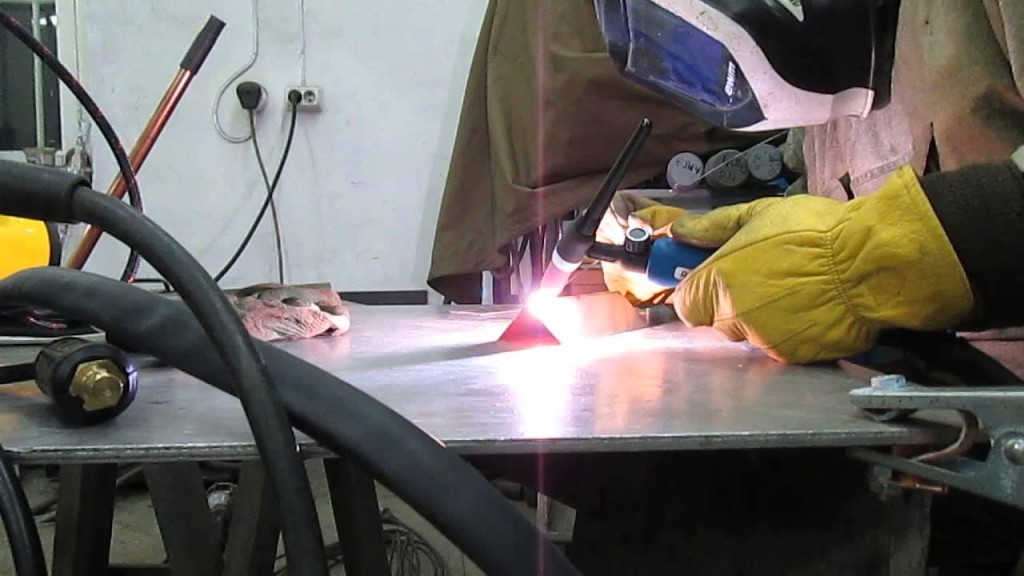
Сварка в аргоновой среде с помощью неплавящегося вольфрамового электрода
Данная работа производится в случае, когда между собой требуется соединить элементы незначительной толщины, причем благодаря этой технологии получаются очень качественные, аккуратные и привлекательно выглядящие соединения. Обычно сварные работы промышленного типа подразумевают стыковку труб, которые в дальнейшем будут предназначаться для транспортировки жидких или газообразных продуктов. Стоит отметить, что данные трубопроводы способны функционировать даже под весьма высоким давлением.
[wpsm_box type=»info» float=»none» text_align=»left»]
В процессе производства работ применяется специальный неплавящийся электрод, причем здесь допустимо пользоваться как прямой, так и обратной полярностью. Ключевым рабочим инструментом в данной ситуации будет горелка, в которой будет закрепляться электрод. Из ее сопла во время проведения работы будет выходить струя аргона.[/wpsm_box]
Сварное соединение будет формироваться во многом за счет металла заготовок, поэтому следует учесть этот момент и сделать их несколько больше, чем подразумевается по проекту. При необходимости допустимо использовать присадочный материал, который придется подавать в ручном режиме к участку, где будет гореть дуга. Перемещать горелку с электродом, изготовленным из вольфрама, также придется руками. Стоит сразу сказать, что производительность труда в случае применения данной технологии будет не слишком высокой. Дело в том, что подавать присадку вручную не слишком удобно, к тому же в это время придется еще и обдувать сварную ванну аргоном и проводить электрод. Одновременно выполнять такой ряд действий с качественным итогом может только весьма профессиональный сварщик, поэтому лучше воспользоваться полуавтоматической технологией.
https://www.youtube.com/watch?v=O_7LP4CnBXw



