Сегодня можно найти огромное количество материалов для того, чтобы сделать как забор, так и прилегающие к нему ворота и калитку. Одним из наиболее популярных материалов является профильный лист – он весьма прост в обработке, отличается продолжительным периодом эксплуатации и не требует специальных навыков. Сварку из профильных труб можно производить по самым разным технологиям.
В процессе строительства забора лучше всего использовать именно профилированные материалы по нескольким причинам: прежде всего, они весят гораздо меньше по сравнению с круглой продукцией, на них значительно легче крепить поперечные элементы и прочие детали ограждения и воротной конструкции. Смотреться такое изделие будет весьма привлекательно.
Технология проведения работ настолько проста, что все может быть выполнено своими руками, не придется вызывать профессионального сварщика и платить ему лишние деньги. Главное, чтобы под рукой находилось подходящее сварочное оборудование.

Из чего производятся ворота?
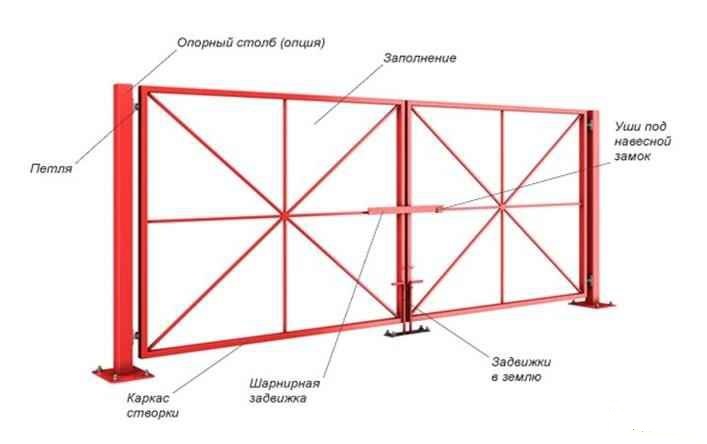
Сварка ворот из профильной трубы представляет собой далеко не самый сложный процесс: здесь не придется добиваться получения герметичного шва. Главное, обладать хотя бы небольшими навыками в области проведения сварных работ и уметь не только накладывать прихватки, но и формировать соответствующие соединения. Для того чтобы сварка профильной трубы получилась наиболее качественной, а вся конструкция служила как можно дольше, желательно использовать следующие материалы:
- профилированные трубы, внутреннее сечение которых составляет 60х60 мм. Они будут использоваться для возведения столбов;
- профилированные трубы сечением 40х20 мм. Эта продукция понадобится для производства каркаса ворот и калитки;
- шариковые петли с сечением 20 мм;
- уголок 40х40 мм – он нужен для создания перемычки;
- профнастил;
- саморезы для кровельного железа. Вместо них можно воспользоваться заклепками;
- листовая сталь толщиной не более 2 мм для производства заглушек торцевых элементов, чтобы туда не проникала влага, не заводились осы и так далее;
- петли и трубы диаметром 20 мм, которые нужны для производства запоров;
- арматура для фиксации.
Как подобрать качественные материалы и расходные составляющие?
Лучше всего заказывать профлисты, которые будут точно совпадать по высоте с будущей калиткой и воротами. На стоимость это ни в коей мере не повлияет, а заготовки резать самостоятельно не придется. Наиболее подходящими будут окрашенные листы – их стоимость немного выше, однако защита от коррозии в данном случае получится намного лучше. Оцинкованная продукция обойдется немного дешевле, но нагрузкам окружающей среды она сопротивляется значительно хуже.
[wpsm_box type=»info» float=»none» text_align=»left»]
Полезная ширина будет несколько меньше по сравнению с полной, поэтому в процессе проведения расчетов нужно принимать во внимание, что укладка будет осуществляться внахлест. Например, на калитку из профильной трубы придется израсходовать всего одну панель.[/wpsm_box]
Чтобы кромки остались полностью защищенными, ширину входа можно сделать совпадающей с габаритами данного листа: в ширину он 1,15 метра. Толщина стали профилированных труб должна составлять хотя бы 2 мм. Это позволяет обеспечивать максимальную жесткость конструкции. Кроме того, более тонкую трубу можно прожечь в процессе выполнения сварных работ, что делать нежелательно. Исходя из толщины стенок труб следует подбирать и определенный диаметр электродов.
В принципе, можно воспользоваться универсальной продукцией, имеющей маркировку АНО-21. Если она хранилась в течение длительного времени, ее следует тщательно прокалить в духовке, выставив температуру на 350 градусов. Эта процедура должна продолжаться около часа. При наличии определенного опыта в области проведения сварных работ можно воспользоваться довольно толстыми электродами, однако их толщина должна быть не более 3 мм. В процессе работы следует тщательно следить за тем, чтобы свариваемые элементы не перегревались. В противном случае это вызовет излишнюю кристаллизацию, сам металл в районе соединения станет хрупким, что в значительной степени снизит показатели прочности и долговечности материала.
Для более точного примыкания труб друг к другу необходимо определенное внимание уделять тому, насколько точно нанесена разметка. В процессе разметки участков разрезов линии нужно наносить на все грани профилированной трубы. Отрезать необходимо строго по этим отметкам. Для улучшения точности используют наиболее тонкий отрезной круг для болгарки – его толщина должна быть не больше 1,8 мм. Можно взять круги большей толщины – 2,2 мм. Эта продукция не слишком гибкая, однако ее прочность значительно выше, она практически не будет отклоняться в сторону в процессе проведения работ.
Описание технологии
Если задаться вопросом о том, как правильно сварить ворота из профильной трубы, нужно сначала определить последовательность действий, при соблюдении которой можно будет получить качественное изделие, которое прослужит в течение многих лет.
Если под рукой имеется сварочный стол или иная горизонтальная поверхность, нечувствительная к воздействию высокой температуры, то сваривать все каркасы следует именно на ней. Торцевые участки труб отрезаются под углом 45 градусов.
[wpsm_box type=»info» float=»none» text_align=»left»]
Сначала собирать конструкцию следует на сухую без использования сварки, уложив ее на стол, измерив угольником, насколько прямыми вышли все имеющиеся углы, обмерить диагонали, которые должны совпадать по величине. Теперь нужно аккуратно сделать прихватки на всех участках, чтобы они не смещались в процессе дальнейшего выполнения работ.[/wpsm_box]
Если возникнут небольшие отклонения, их можно с легкостью исправить, пока металл будет еще мягким – его возвращают на окончательное место при помощи небольших постукиваний молотком. Сила сварочного тока не должна превышать 50-60 А. Кроме того, электрод следует проводить под небольшим углом, порядка 10-15 градусов. Следует помнить, что электрод для формирования надежной дуги придется держать на расстоянии примерно 5-7 мм от металла. Когда все швы будут сделаны, специальным молотком убирают окалину и сглаживают их при помощи шлифовальной машинки.
Чтобы конструкция получилась наиболее жесткой, можно в центральной части приварить перекладины. Если каркас планируется собирать с прямыми стыками, то все трубы следует резать строго под прямым углом. Стойки по высоте должны совпадать с высотой ворот, а все перекладины делаются несколько уже ширины створок – приблизительно на 4 см. На все торцевые участки устанавливаются заглушки. Соединение профильных труб без сварки, на болтах или на основе другого крепежа, также позволяют получить довольно прочную конструкцию, однако она будет выглядеть менее привлекательно по сравнению со сваренной.
Относительно того, как грамотно сварить калитку, имеются точно такие же рекомендации, основная разница будет заключаться в размерах. Стоит отметить, что после изготовления конструкции ее нужно очистить от ржавчины, обработать грунтовкой и покрыть красящими составами. В этом случае конструкция прослужит как можно дольше, будет защищена от коррозии и иных разрушительных процессов.