
Арматура применяется практически во всех строительных проектах. Чаще всего она является составной частью каркасных конструкций. Главное предназначение арматуры – это обеспечение каркасному основанию высоких прочностных характеристик, жесткости. При использовании арматуры для сооружения каркаса ее стальные прутья могут связываться (скручиваться), свариваться. Сварка арматуры выполняется обычно при достаточно объемном строительстве.
Особенности технологии ванных сварных соединений
Соединение прутов арматуры может выполняться двумя способами:
- сваривание стальных прутов с применением дополнительно накладок металлических;
- стыковая сварка.
Сваривание арматурных прутов стыковой сваркой может осуществляться:
- ручной ванной сваркой;
- ванной сварки арматуры в специализированных инвентарных формах;
- ванно-шовным свариванием;
- порошковой проволокой при помощи флюсового сердечника;
- полуавтоматом проволокой под флюсом;
- порошковой проволокой в несколько слоев.
При выполнении соединения арматуры с накладками можно варить электродуговой сваркой вручную.
Для арматурных прутов большого диаметра сегодня применяется ванная методика сварочного соединения. Обычно подобный метод применяется:
- для прутьев из стали диаметром 2-10 см;
- стыков многорядной арматуры строительных железобетонных колонн;
- фланцев, согнутых из полосок большого сечения;
- прочих элементов.
Ванная сварка арматуры нашла широкое применение в строительстве конструкций из железобетона, каркасов из арматуры, зданий, многих других строительных сооружений. Данная методика соединения позволяет формировать цельные металлические каркасы без потери прочности. Стыковку арматурных прутьев при использовании ванной сварной технологии можно делать по вертикали, горизонтали.
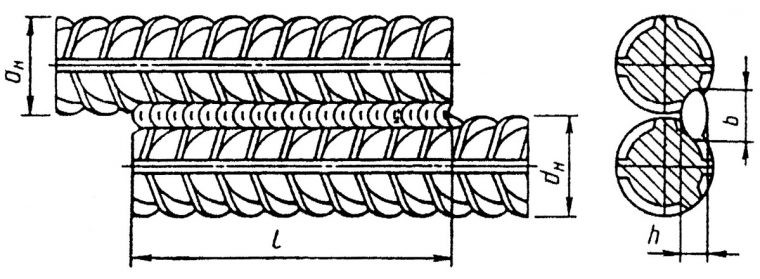
Ключевым требованием для формирования высококачественной стыковки арматурных стержней является их точное совмещение между собой. Величина смещения стержневых осей при ванном сваривании должна быть менее 0,05. Чтобы обеспечить подобную точность, соединяемые участки сборных строительных блоков, их каркасы изготавливают в специализированных кондукторах, в которых осуществляется фиксация расположения арматуры с учетом размеров. При приеме подобных строительных изделий на стройплощадке осуществляется проверка положения выпусков арматуры, размеры.
Основные преимущества методики ванного сваривания арматуры
- качество сваренного соединения можно проверить гамма-лучами;
- нет необходимости в проведении кантовки строительной конструкции;
- возможность применения стандартного сварочного оборудования, которое предназначено для выполнения дуговой сварки.
У нас разработаны три технологии сварочных соединений ванным методом:
- сварка-автомат ванно-шлаковая в форме, выполненной из меди;
- сварка-полуавтомат в форме из керамики;
- ручное сваривание ванным способом одно, трехфазной дугой в форме, изготовленной из стали.
Сваривание арматуры ванным способом без использования накладок считается более экономным, так как не требуется дополнительный металл на изготовление накладок, а также снижаются трудозатраты. Еще один плюс в том, что стыки получаются максимально компактными, так как, к примеру, в железобетонных конструкциях не всегда есть место для размещения дополнительных накладок. На единственном стыке можно сэкономить до шестидесяти килограмм металла и двух килограммов электродов, если сравнивать с технологией сваривания, в которой дополнительно используются стальные накладки.
[wpsm_box type=»info» float=»none» text_align=»left»]
Используемые специальные процедуры для обеспечения точности изготовления выпусков арматурных стержней полностью окупаются экономией металла, трудозатратами.[/wpsm_box]
Ванночки для сварки
Ванночки для сварки арматуры существуют трех типов, которые отличаются между собой сырьевым материалом:
- стальная ванночка – неразъемное изделие, которое остается в конструкции, сваренной из арматуры, и вместе с ней заливается бетонным составом;
- ванночки из графита, меди – разъемные изделия, которые после завершения сварочных работ удаляются. Они многоразового использования. При этом оборачиваемость форм, выполненных из меди, больше в два раза в отличие от графитовых.
Стоит отметить, что графит является гигроскопичным материалом, хорошо впитывающий влагу даже просто из воздушной среды. Поэтому ванночки для сварки графитные предварительно подвергаются прокалке, чтобы извлечь из них избыток влаги.

Основные методы арматурной сварки
Сваривание арматуры производится по нескольким вариантам:
- контактная сварка стыковая;
- соединения сварные по ванной методике;
- сваривают образцы продольными швами;
- электродуговой метод;
- контактные точечные сварочные соединения.
Какой из перечисленных вариантов использовать в конкретном случае, зависит от материала и предполагаемой на него нагрузки. Часто используются сразу несколько способов сваривания арматурных стержней. При выборе способа варения также опираются на надежность, простоту применения конкретной технологии.
Стыковая сварка
Сварка арматуры встык предназначена для соединения металлических прутьев, которые имеют одинаковое сечение. Данный вид соединения производится намного быстрее, если сравнивать с расплавлением соединяемых участков. Это позволяет существенно увеличить производительность, соединяемые стыки не подвергаются существенному короблению.
Эти преимущества предоставляют возможность применять контактное сваривание встык в производственных масштабах, так как технология поддается автоматизации, что позволяет ее применять в конвейерном производстве.
Единственный, но достаточно серьезный недостаток стыковой сварки арматуры – это большой расход используемых материалов, электродов.
https://www.youtube.com/watch?v=RHaIWxYtUHg&t=17s
Сварка продольными швами
Данная техника сварного соединения лучше всего подходит под объемные железобетонные свариваемые конструкции. Он считается более надежным, но и довольно затратным, поэтому применяется очень редко.
Точечная сварка
Методика используется для соединения арматурных прутьев, сечение которых составляет не более 5 см. Чаще всего данный вид сварки применяется для изделий небольших размеров и массы.
Основное преимущество точечной сварки – низкий расход металла в отличие от контактной, но, здесь же, она уступает по надежности соединения.
Сваривание электродуговым способом
Наиболее надежный способ соединения арматуры, изготовленной из любой марки стали, но возможен для применения только на определенных участках, так получаемые стыки не способны выдерживать повышенную нагрузку.
Ванная технология сваривания
Предоставляет возможность соединять при помощи сварки арматурные прутья большого диаметра – 2-10 см. Данная технология нашла широкое применение в производственном, гражданском строительстве, когда необходимо выполнить большое количество сварочных стыковых соединений. Это наиболее надежная технология для создания жесткого цельного каркаса строительной конструкции.
Главное преимущество этого метода в том, что сварочные работы можно осуществлять как в вертикальной, так и в горизонтальной плоскости.
Специфика сварного соединения арматуры фундамента
Фундаментное основание – это основа любого строительного сооружения, от которой зависит надежность его дальнейшей эксплуатации. Поэтому соединение арматуры для фундамента должно обеспечивать потребную прочность. Поэтому при выполнении любых строительных работ на это обращается достаточно серьезное внимание.
Сварка арматуры для фундамента часто применяется для армирования конструкций, все необходимые параметры для этого досконально проработаны. Но, некоторые недостатки заставляют все-таки задумываться и о применении прочих способов соединения армирующих деталей. Подбор технологии упрочнения фундамента – это достаточно серьезный вопрос, который стоит перед застройщиками частного домостроения.
[wpsm_box type=»info» float=»none» text_align=»left»]
Использование сварки арматуры при возведении фундамента позволяет достаточно быстро выполнить данный вид работ, что представляет важность при значительных объемах строительства. А правильный выбор марки арматуры предоставляет возможность существенно уменьшить отрицательные последствия, обеспечить максимальное качество конструкции. Наиболее востребовано сваривание армирующих деталей на плотных почвах.[/wpsm_box]
Из-за высокой ответственности сварного соединения арматурных элементов под фундамент, данные работы проводятся исключительно профессиональными сварщиками, которые имеют достаточный опыт. При выполнении сварочных работ необходимо обеспечить плотное прилегание прутьев арматуры. Как правило, их поверхность является рифленой, поэтому предварительно ее нужно отшлифовать.
Также необходимо контролировать силу тока, время термического воздействия, его площадь. Значительный перегрев может способствовать изменению структуры металла. После выполнения соединений швы обязательно проверяются на прочность.



