
Сварка по-прежнему остаётся одним из самых популярных методов получения неразъёмных конструкций из металлов и полимеров. Такая популярность определяет и разнообразие сварных стыков, которые в чём-то схожи между собой, а в чём-то принципиально различны. В данной статье мы рассмотрим все основные виды термических сварочных соединений.
Виды сварных соединений
Итак, какие бывают сварные соединения? Виды сварочных соединений следующие:
Стыковое
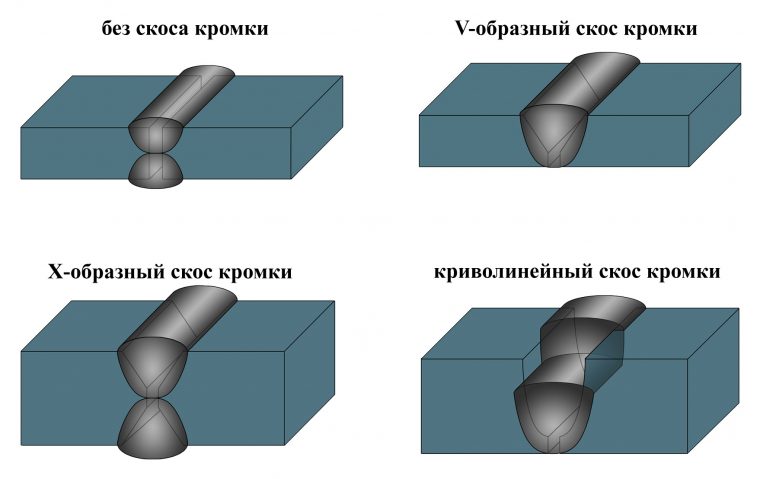
Наиболее широко применяемая разновидность, которая может быть одно- и двухсторонней, со съёмной и несъёмной подкладкой и вообще без неё. Стыковым сварочным соединением могут быть соединены детали с отбортовкой, с замковой кромкой, а также с разнообразными скосами: дву- и односторонними, симметричными и асимметричными, ломанными и криволинейными.
Угловое
Как становится уже ясным из самого названия, данное соединение сваривает угловые конструкции. Кроме того, при помощи угловых соединений производит сваривание конструкционных элементов в труднодоступных местах. Данный тип соединения применяется в следующих случаях:
- Скосы (односторонние или двусторонние) имеются у кромок двух соединяемых деталей;
- У кромок соединяемых деталей отсутствуют скосы;
- У одного края имеется отбортовка.
В других случаях угловое соединение применять нельзя, поскольку из-за сложности кромок качество связи резко ухудшается.
Тавровое
Применяется для сварки Т-образных конструкций, а также для деталей, которые соединяются под небольшим углом друг к другу. Данное соединение совместимо со следующими видами кромок:
- Скос отсутствует;
- На кромке могут быть симметричные или асимметричные одно- и двусторонние скосы;
- На кромке имеется криволинейный одно- или двусторонний скос, расположенный в одной плоскости.
[wpsm_box type=»info» float=»none» text_align=»left»]
Небольшое количество кромок, к которым применимо тавровое соединение, поясняется сложной геометрией соединяемых деталей.[/wpsm_box]
Внахлёст
Данный тип сварки соединяет между собой концы деталей или конструкционных элементов. Сварочные работы внахлёст производятся только с кромками без скосов.
https://www.youtube.com/watch?v=SRLRSxWUJxc
Торцевое
Достаточно редкий тип соединения, поскольку подразумевает варку одной детали к торцу другой. Поэтому нередко основные типы сварочных соединений не включают торцевое в отдельный пункт, а объединяют его с соединением внахлёст.
Классификации швов
Также виды сварных соединений различаются по шву, получаемого в результате сварочных работ. Действующие стандартны подразумевают несколько классификаций:
По пространственному расположению
По своему местоположению сварные швы могут быть:
- Нижними, если их угол относительно горизонтали не превышает 60 градусов;
- Вертикальными, если их угол относительно горизонтали расположен в диапазоне 60-120 градусов;
- Потолочными, если их угол относительно горизонтали расположен в диапазоне 120-180 градусов.
https://www.youtube.com/watch?v=O4tN0vEC2U4
По их непрерывности
Сварные швы могут быть непрерывными (без разрывов) и прерывистыми (имеются разрывы). Последние более всего характерны для угловых и тавровых соединений.
По характеру разрывов прерывистые швы подразделяются на:
- Цепные – разрывы равномерные словно бы ячейки в цепи;
- Шахматные – разрывы сдвигают небольшие по длине швы друг относительно друга словно бы белые клетки на шахматной доске;
- Точечные – схожи с шахматными швами, только швы выглядят не в виде чёрточек, а в виде единичных точек.

Отметим, что непрерывные швы более надёжны и более устойчивы к коррозийному разрушению, но зачастую их невозможно применять по технологическим причинам.
По типу сварного соединения
Сварные соединения отличаются друг от друга ещё и по получаемому шву:
- Стыковой получается при одноименном соединении деталей;
- Угловой образуется не только при сварке деталей углами, но также ещё при тавровом и стыковом сваривании;
- Проплавной получается при тавровой сварке и при стыке внахлёст деталей, чья толщина не превышает 1 см;
- Электрозаклёпочный получается при сварке тавровых стыков и внахлёст. Технология выполнения данных швов следующая. Металлические детали, чья толщина не превышает 3 мм, варят без предварительной обработки, поскольку электрическая дуга пробивает их насквозь. Если толщина свариваемых деталей превышает 3 мм, то одна деталь просверливается и уже через неё сваркой прихватывается вторая;
- Торцевые получаются при сваривании деталей их торцами.
По характеру профильного сечения
Данная классификация указывает на форму сечения сварного шва в разрезе:
- Выпуклые выступают полукругом над поверхностью соединённых деталей;
- Вогнутые образуют небольшое углубление относительно поверхности соединённых деталей;
- Нормальные составляют одну линию с поверхностью;
- Специальные. Образуются при стыке деталей углом или тавром. В поперечном сечении они выглядят как неравнобедренный треугольник.
Внутреннее сечение определяет эксплуатационные характеристики сварных соединений. Так, например, выпуклое сечение придаёт хорошую устойчивость к статическим нагрузкам, такие швы считаются усиленными. Тогда как вогнутые, наоборот, считаются ослабленными, зато они лучше выдерживают динамические и разнонаправленные нагрузки. Эксплуатационные характеристики нормальных сварных швов схожи с характеристиками вогнутых. Специальные швы отлично справляются с переменными нагрузками. Также они снижают напряжение, возникающее в сваренных деталях в процессе их повседневной эксплуатации.
По технологии выполнения сварных работ
Здесь сварные швы классифицируются по ходу электрода при проведении сварных работ:
- Продольный образуется при движении электрода вдоль стыка соединяемых деталей;
- Поперечный получается при движении электрода поперёк стыка соединяемых деталей;
- Косой образуется, когда электрод движется под некоторым углом относительно крайних точек его траектории;
- Комбинированный образуется при попеременном использовании трёх выше указанных швов.
По числу слоёв
Предусмотренные сварные работы выполняются в один или в несколько слоёв (проходов). При одном проходе образуется валик из оплавленного металла. Валики могут выполняться на одном или на разных уровнях. В первом случае один слой будет состоять из нескольких валиков. Самый дальний от облицовочного уровня валик называется корнем шва.
Многослойные и многопроходные сварные соединения используются при варке толстостенных элементов или для избегания термических деформаций в структуре стального сплава.
[wpsm_box type=»info» float=»none» text_align=»left»]
Для избегания термических деформаций и прожогов часто применяют подварочный шов. Облицовочный же применяется для улучшения внешнего вида сварного стыка приваренных друг к другу конструкционных элементов.[/wpsm_box]
Результаты нарушения технологии сварочных работ
При нарушении технологии сварочных работ в месте соединения могут возникнуть:
- Прожоги (подрезы) – зоны критического нагрева металла, в которых под воздействием высоких температур начались различные химические реакции (кристаллическая коррозия и др.);
- Непровары – зоны, в которых температура оказалась недостаточной для взаимного проникновения краёв друг в друга и образования единой монолитной структуры;
- Несплавление – соединяемые края не нагрелись до температуры плавления и не сплавились друг с другом;
- Шлаковое засорение – точки концентрация шлаковых веществ, проникших в жидком состоянии из некачественных электродов в сварочную ванну и по застывании образовавших инородные кристаллические вкрапления;
- Поры появляются из-за брызжущего металла вследствие внезапно возникших пиковых температур в сварочной ванне;
- Трещины появляются из-за некачественного соединения двух сортов стали, имеющих разную температуру плавления;
- Микрополости возникают из-за неравномерного нагрева и остывания металла.

Технологии контроля качества
Все виды сварных соединений обязательно подвергаются проверке. В зависимости от требований к качеству работы выполняются следующие технологии контроля качества:
- Визуальный осмотр позволяет определить лишь видимые нарушения качества (вкрапления шлака, трещины, прожоги и т.п.);
- Измерения длины и ширины указывают на соответствие полученного результата техническому заданию и ГОСТу;
- Проверка герметичности при помощи опрессовки. Применяется при изготовлении различных ёмкостей;
- Специальные контрольно-измерительные приборы устанавливают характеристики внутренней структуры полученного сварного стыка;
- Лабораторные исследования позволяют определить поведение сваренной конструкции под воздействием различных нагрузок и химических веществ.

