Сварку качественных вертикальных и горизонтальных швов производят разными способами. Прежде всего, их классифицируют по методу соединения деталей между собой. В зависимости от того, насколько серьезные требования предъявляются к надежности сварочных швов, расплавленный металл может накладываться с одной или с обеих сторон. Когда подразумевается двусторонняя техника сварки, конструкция получается значительно более прочной. Если же шов будет только один, то зачастую изделие начинает перекашивать.
Чтобы сварные швы получились максимально надежными и качественными обязательно перед началом сварочных работ следует очистить заготовки от ржавчины напильником или болгаркой.
Как сварить шов встык?
Давайте начнём изучение как варить вертикальный шов. Стыковое соединение применяется, как правило, в случае, если необходимо соединить между собой листовой металл или торцевые части труб. Заготовки следует расположить друг относительно друга таким образом, чтобы между ними оставался незначительный зазор, величина которого не должна превышать 2 мм. Если есть возможность, то их следует жестко зафиксировать при помощи струбцин. В процессе проведения сварочных работ зазор будет заливаться расплавленным металлом.
[wpsm_box type=»info» float=»none» text_align=»left»]
Если толщина металла не превышает 4 мм, то профессиональные сварщики не прибегают к каким-либо особенным мерам подготовки за исключением очистки от ржавчины. Сваривают изделие строго с одной стороны. При большей толщине формируют уже двойной шов. Также требуется специальная разделка кромок заготовки.
[/wpsm_box]
Подготавливают соединения по одной из следующих технологий:
- Если элемент обладает толщиной от 4 до 12 мм, то края следует зачищать одним из удобных способов. Разделку кромки нужно будет производить только на одном элементе. При толщине порядка 8-10 мм зачистку осуществляют в форме латинской буквы V. Другие разделки технологически более сложные, поэтому к ним прибегают довольно редко;
- При получении сварных стыков при толщине металла свыше 12 мм, в обязательном порядке изготавливают двойной шов, так как такую толстую заготовку прогреть и расплавить только с одной стороны не представляется возможным. Обрезают кромки по двусторонней технологии в форме буквы Х, так как обыкновенная разделка приводит к слишком большому разрезу металла.
Как получить качественный шов в горизонтальной плоскости?
Разобраться в том как варить горизонтальный шов может даже начинающий сварщик. Именно с данного способа сварки начинают обучение сварному ремеслу. Сварка вертикальных швов значительно сложнее, ее могут освоить только опытные специалисты.
Несмотря на то что сварка горизонтального шва представляется, на первый взгляд, довольно простым технологическим процессом, в нем также имеются определенные подводные камни, которые могут в конечном счете сильно испортить работу.

Как при горизонтальных, так и при вертикальных соединениях металла с помощью сварки инвертором определенное воздействие на проведение работ определенное воздействие оказывает гравитация. Из нижнего шва расплавленный металл будет вытекать по направлению к нижней кромке, а пузырьки воздуха начнут подниматься к поверхности, образуя на наплавке пену. Если шов верхний, то металл в расплавленном состоянии будет капать прямо на сварщика, что может привести к серьезным повреждениям.
[wpsm_box type=»info» float=»none» text_align=»left»]
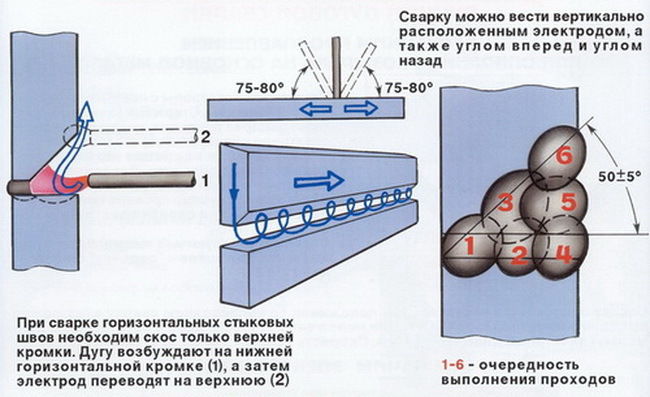
Сварка горизонтальных швов осуществляется на так называемой короткой дуге при использовании слабого тока. Особое внимание следует уделять электроду, как он располагается относительно соединяемых деталей, а также относительно получаемого сварного соединения.
[/wpsm_box]
Технологический процесс включает в себя следующие важные этапы:
- Сварка инвертором начинается с образования первого валика шва, что осуществляется только на короткой дуге. Электродом ведут вдоль линии получаемого соединения, не отклоняясь от нее ни вправо ни влево. Его также следует держать под углом примерно 80 градусов. Данный наклон позволяет металлу проникать к потолку формируемого шва, причем практически весь шлак будет выходить на поверхность деталей;
- Второй валик свариваем, установив среднее значение тока, электрод также следует проводить ровно, следя за швом. Ширина раздела на данном этапе получается несколько больше, поэтому для проведения данных работ следует использовать электрод потолще;
- Третий валик при сварке инвертором необходим для заполнения всей разделочной кромки.
Горизонтальные швы получаются наиболее качественными при соблюдении данной последовательности работ.
Технология производства вертикальных швов
Чтобы разобраться в том, как правильно варить вертикальный шов электросваркой, нужно запомнить, что здесь будет использоваться совершенно иная технология. На сварку вертикальных швов продольного типа еще большее влияние оказывает гравитация, так как расплавленный металл заготовки будет стекать вниз, а все газы поднимаются.
При сварке вертикальных швов необходимо принимать во внимание ряд определенных нюансов:
- Валики продольных швов делают максимально тонкими, чтобы не образовывались наплывы. При этом, при формировании валика электрод проводят только строго в одном положении;
- Сварка потолочного шва в вертикальном положении подразумевает образование валика, ширина которого будет сопоставима с диаметром электрода. Превышение в данном случае возможно, но не больше, чем в два раза;
- Вертикальная сварка подразумевает использование максимальной силы тока, чтобы не получались подрезы основного металла;
- Дугу и электрод также проводят под углом приблизительно 80 градусов.
Итог
Несмотря на то что горизонтальные и вертикальные швы не слишком сильно отличаются друг от друга, при их формировании следует учитывать особенности соединений. Только в этом случае можно получить изделие максимально высокого качества.