При электродуговой сварке возникает необходимость оценить качество шовного соединения деталей неразрушающими методами. Для этой цели используют дефектомеры, основанные на различных физических принципах. Кроме того, проводится визуальная оценка качества и геометрических параметров, при которой используется понятие катета сварного шва.
В зависимости от ряда условий производится предварительный расчёт катета по соответствующим таблицам, что позволяет закладывать его характеристики в проектную документацию на разных этапах работ. Мы подробно расскажем об этом понятии и его влиянии на прочность соединения заготовок.
Типы сварочных швов
Соединение деталей может происходить разными способами и это целиком зависит от формы заготовок и решаемых задач. Сварщики могут соединять элементы в одной плоскости или же под углом друг к другу внутренним или внешним швом, параметры которого зависят от требований по прочности и толщины заготовок. Также важно учитывать степень обработки кромок и возможное изменение геометрической формы деталей по причине перегрева, связанного с несоблюдением технологического режима. Иногда использование сплошного шва не является экономически оправданным и выбирается прерывистое соединение в шахматном или ином порядке.
Независимо от вида сварки, материала заготовок и количества проходов скорость сварки по нормам и таблицам редко превышает значение 50 м/час. Эта оптимальная величина позволяет достаточно хорошо прогреть заготовки и в то же время не допустить перегрева, ведущего к деформациям составных частей изделия.
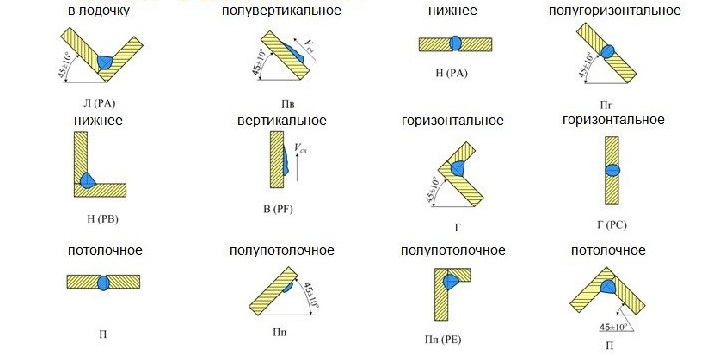
По способу соединения деталей различают следующие виды сварных швов, а именно:
- соединение внахлёст, которое производится при относительно небольшой толщине заготовок и делается с двух противоположных сторон;
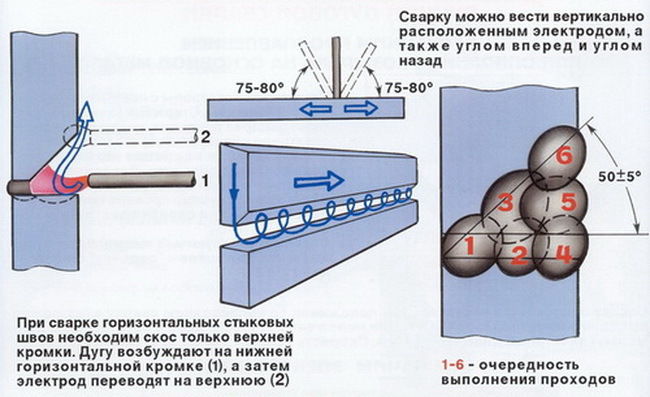
- стыковое соединение, проводится с обработкой кромок стыка под углом в 45о при толщине металла более 4 мм;
- торцовый способ, применяемый для соединения двух наложенных друг на друга листов металла;
- угловой шов, как внешний, так и внутренний с обязательной обработкой кромок для наилучшего провара;
- соединение тавровое, при котором детали располагаются под прямым углом с двусторонним привариванием.
Выбор типа соединения зависит от технического задания и требуемой прочности соединения, поэтому необходимо учитывать наличие разнотолщинных заготовок, требующих особого внимания при обработке и стыковке кромок. Необходимо подбирать флюс и присадки, а также материал электродов в точном соответствии со свариваемым материалом, чтобы предотвратить образование пористого и непрочного шва.
[wpsm_box type=»info» float=»none» text_align=»left»]
При тавровом и угловом соединении особо важно перед началом работ зафиксировать элементы под нужным углом, чтобы не допустить смещения, которое затем будет невозможно исправить, для этого нужно воспользоваться соответствующими мерительными инструментами. [/wpsm_box]
Параметры и геометрические характеристики шва
Размеры шва и глубина провара зависит от нескольких факторов, к которым относятся химический состав заготовок и материала электрода, состав присадок и флюса, а также сила тока и скорость сварки. Именно эти обстоятельства определяют свойства и геометрические размеры шовных соединений, определяющих жёсткость и прочность всей конструкции в целом.
Для стыкового соединения характерна выпуклая форма, которая выравнивается в процессе окончательной обработки абразивными материалами. Это производится в том случае, если высота валика не должна превышать определённых показателей по техническому заданию.
При нахлёстном, угловом или тавровом соединении форма шва в разрезе имеет вид прямоугольного треугольника с катетами и выпуклой или вогнутой гипотенузой, причём рекомендуемые размеры этой геометрической фигуры зависят от толщины свариваемых материалов.

Прочность стыка заготовок определяется следующими параметрами шовного соединения:
- корневая часть шва, которая наиболее близка к стыку деталей;
- тело шовного соединения характеризуется одним или несколькими проходами для достижения необходимых габаритов;
- показатель ширины шва, представляющий собой условную гипотенузу прямоугольного треугольника с выпуклой или вогнутой поверхностью;
- параметр катетов сварного шва, который наиболее полно характеризует жёсткие прочностные свойства соединения.
Чтобы понять, что такое катет сварного соединения, необходимо представить шов в разрезе. Он выглядит в сечении, как прямоугольный треугольник с двумя катетами по сторонам заготовок и гипотенузой между ними, которая и является шириной шва. Эти параметры и считаются основой визуального контроля качества при сварке. При соединении тонких (до 4 мм) листов внахлёст, катет выбирают равным толщине заготовок, а при большей толщине этот параметр равен 40−45% от толщины деталей.
[wpsm_box type=»info» float=»none» text_align=»left»]
В сложных случаях, при предполагаемых высоких нагрузках на шов, необходимо сверять приблизительные расчёты со справочными данными по таблицам, а также ГОСТ 5264-80 и ГОСТ 11534-75 с целью обеспечения максимальных показателей прочности сварочного соединения.[/wpsm_box]
Катет сварного шва: способы визуального контроля параметров
Для неразрушающего контроля качества сварки существует несколько достаточно эффективных методов, основанных на разных физических принципах. Это радиографический метод, просвечивание рентгеновскими и гамма-лучами, а к безопасным методам относятся вихретоковое дефектоскопирование и ультразвуковой контроль.
Не последнее место занимает магнитное зондирование и капиллярный способ исследования. Методы такого контроля требуют дорогостоящей аппаратуры, радиоактивных источников или реактивов, поэтому являются довольно затратными и не применяются повсеместно, а лишь в ответственных и особо важных узлах и регламентируются инструкцией СН 375-67.
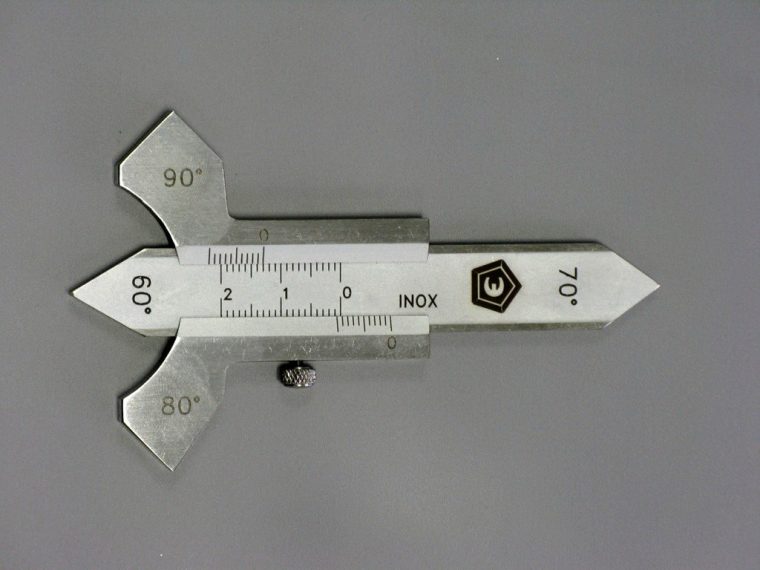
Существуют компьютерные программы расчёта прочности соединений, где ключевым параметром является катет шва при сварке, при этом становится необходимым проводить измерения основных геометрических характеристик. Такие замеры выполняются во время визуального контроля шва с помощью разнообразных универсальных шаблонов, а именно:
- сварочный шаблон Красовского, универсальный (УШК-1), служит для измерения зазоров между заготовками и параметров нахлёсточных, тавровых и стыковых соединений;
- универсальный измеритель УШС-2, представляющий собой набор шаблонов для определения катетов по выпуклой гипотенузе от 4 до 14 мм;
- более сложный измеритель УШС-3, служит для промеров углов разделки стыков, а также позволяет замерять смещение между деталями и высоту валика стыкового шва;
- шаблон сварщика УШС-4 со встроенным измерителем Маршака-Ушерова позволяет измерять различные углы, величину катета и корня шва, является наиболее универсальным измерителем.
[wpsm_box type=»info» float=»none» text_align=»left»]
Очень важно уметь правильно пользоваться измерительным инструментом, чтобы не получить искажённые данные, влияющие на расчёт прочности соединения.[/wpsm_box]
Мы убедились в важности такого показателя, как катет сварного шва при визуальном контроле качества работ и расчёта прочности всего соединения в целом. Метод оценки соответствия выполненных работ техническому заданию с помощью замеров, является наиболее недорогим и проверенным временем способом, который не требует использования высокотехнологичной аппаратуры и дорогостоящего обучения персонала.
Подводим итог
Мы рассказали об относительно доступном и надёжном способе расчёта прочности сварочного соединения с помощью такого параметра, как катет сварного шва. При упрощённом, примерном подсчёте можно выполнять простые работы, но если требуются ответственные строительные конструкции, то необходим взвешенный инженерный подход, основанный на правильных замерах специальными шаблонами.