Сваривание угловых швов выполняется несколькими способами. Например, при помощи вертикальных проводников или способом сварки наклонным электродом. Выбранный способ будет влиять на технику выполнения работ.
V-образное сварное соединение удобнее выполнять вертикальным катодом. Сварка углового шва вертикальным электродом позволяет получать качественные сварные соединения. Получить такие соединения легче, чем работать наклонной проводящей составляющей частью.
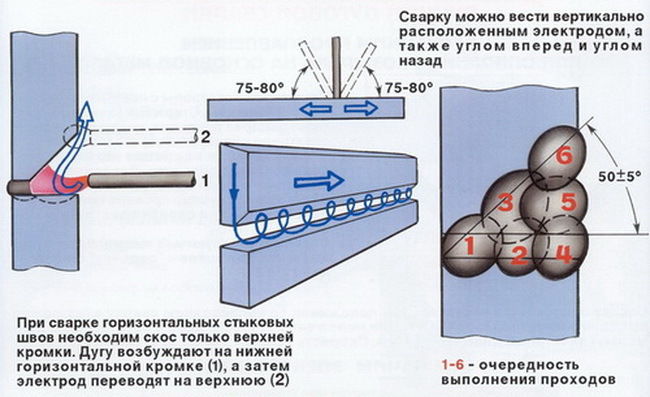
Варианты способов сварки угловых швов
К примеру, сварка угловых швов обеспечивает наиболее благоприятные условия создания полного провара корня сварного соединения по всей его длине. Технологическое выполнение задачи похоже на создание стыковой сварной сварки с V-образным разделением. Сварное соединение формируется между поверхностями V-образной формы подходящим сварочным аппаратом.
[wpsm_box type=»info» float=»none» text_align=»left»]Угловые швы в процессе сварки требуют особенно тщательную сборку соединяемых деталей. Это нужно для обеспечения максимально возможного зазора между ними. Чем это расстояние меньше, тем большая вероятность попадания в него металла в жидком состоянии.[/wpsm_box]
V-образные сварные соединения выполняются без скоса кромок, если металл толщиной менее 14 мм. Кроме того, от свариваемой толщины металла зависит выбор вариантов ручной дуговой сварки.
Рекомендуемые варианты скошенных сборок могут быть следующими:
- габариты металла — 4-6, катет сварного шва — 5 мм, проводящая часть– 5 мм, 250-300А;
- габариты металла — 6-8, катет — 6 мм, проводящая часть — 6 мм, 300-350А;
- габариты металла — 10-14, катет — 8 мм, проводящая часть — 8 мм, 480-560А.
Как показывает практика, сваривание вертикальным катодом не всегда возможно в нижнем положении. При отсутствии такой возможности V-образные стыки варят наклонной составляющей частью. Этот способ работы отличается отрицательными характеристиками. К примеру, наклонным проводником практически невозможно получить качественный провар наплавляемых стыков.

Это возможно из-за того, что разгоряченная жидкость постоянно стекает с поверхности, установленной вертикально. Процесс получения неразъемного соединения наклонным электродом затруднителен в односторонних швах трубопроводов. Непроваренная кромка может стать следствием образования трещин. Исключаются подобные дефекты двухсторонней разделкой кромок.
Технология процесса работ
Сваривают стыки, помещенные под углом следующими режимами:
Односторонним угловым швом со скосом кромок под углом 45:
- элементы с металлическими свойствами — 4 мм; число — 1; размер проводника — 3-4; 120-160А;
- элементы с металлическими свойствами — 6 мм; число — 1; диаметр — 4-5; 160-220А;
- элементы с металлическими свойствами — 8 мм; число — 2; размер проводника — 4-5; 160-220А;
- элементы с металлическими свойствами — 12 мм; число — 4; размер проводника — 4-6; 160-300А;
- элементы с металлическими свойствами — 20 мм; число — 8; размер проводника — 3-4; 160-300А;
Односторонний V-образный стык с двумя кромками под углом 45 — на выбор сварщика
- лист толщиной — 10; количество проходов — 4; электрод — 4-6; 160-320А;
- лист толщиной — 20; количество проходов — 6; электрод — 4-6; 160-360А;
- лист толщиной — 40; количество проходов — 16; электрод — 4-6; 160-360А;
- лист толщиной — 60; количество проходов — 30; электрод — 5-6; 220-360А.
При сварке V-образных стыков важно следить за положением, а также движением проводника. Следует учесть, что после окончания процесса на поверхности останутся брызги, окалины и капли из металла и шлака.
Варить V-образный стык нужно уметь, если требуется монтаж металлических конструкций различного типа. Также стыки под углом появляются при изготовлении многих мелких деталей. Работа требует предварительных знаний и навыков тренировки.