
Со сваркой тонкого металла при помощи электрода с трудом справляются даже некоторые опытные сварщики. А молодым мастерам вообще тяжело освоить эту технологию. В данном случае применяются совсем другие правила, предъявляются более жесткие требования, если сравнивать со сваркой толстостенных металлических образцов. Сварочный процесс сопровождается большим количеством трудностей и нюансов, в результате которых достаточно сложно подобрать оптимальный рабочий режим сварочного оборудования и электроды.
[wpsm_box type=»info» float=»none» text_align=»left»]Для сварки тонких металлических заготовок обычно используются полуавтоматы, с которыми сварочные работы значительно упрощаются. Но в бытовых условиях такое оборудование редко применяют, чаще работают аппаратами инверторного типа.[/wpsm_box]
Особенности сваривания листового железа
Не каждый сварщик способен соединить при помощи сварки тонкие металлические листы, толщина которых составляет не более 1,5 мм. Для этого необходимо обладать соответствующими знаниями, практическими навыками. Если, конечно же, проявить упорство и попрактиковаться, изучить досконально технологию сваривания тонких металлических изделий с помощью инвертора, почитать (послушать) рекомендации профессиональных мастеров сварного дела, то успех гарантирован.
Факторы, осложняющие процесс сваривания тонких металлов
- Прожоги. При соединении достаточно тонких металлических изделий очень часто получаются сквозные дыры – прожоги. Это самая распространенная ошибка молодых сварщиков. Основные причины: медленное ведение электрода по шву, неверно подобранная сила тока.
- Непровары. Опасаясь прожогов при сварке металла достаточно маленькой толщины, многие молодые сварщики стараются быстро проходить по шву электродом. Это тоже неправильная позиция, так как некоторые участки до конца не провариваются, в результате чего соединение получается негерметичным и непригодным, к примеру, для хранения жидких составов. Также соединение имеет недостаточную прочность на изгиб, разрыв. Единственное решение данной проблемы – подобрать оптимальный режим работы инвертора и подходящие электроды.
- Наплывы с другой стороны соединения. При работе с тонким металлом часто возникает еще одна проблема – с обратной стороны соединения выступают валики. С лицевой стороны вроде бы получается аккуратный, хорошо проваренный шов, а с обратной стороны образуются некрасивые наплывы. Это происходит в результате продавливания расплавленного металла через некоторые участки шва собственной силой тяжести. Подобную проблему можно решить, снизив силу тока или используя в работе специализированные подложки.
- Деформация изделия. В результате перегрева свариваемого листового железа происходит расширение межмолекулярной составляющей, соответственно, заготовка начинает растягиваться на участке нагрева. А так как ее края остаются холодными, на поверхности формируются изгибы или волны. Если к изделию не предъявляются требования в плане идеальности поверхности, то можно воспользоваться холодной правкой, то есть подровнять неровности резиновым молотком. В противном случае шов накладывается по всей длине образца с определенным чередованием.
Электроды для сварки листового металла сваркой инверторного типа
При выборе электродов для осуществления данной процедуры учитывается состав материала, он не должен прилипать к металлу в процессе проведения работ. Углеродистые электроды применяются для сваривания образцов из легированной, низко-, среднеуглеродистой стали.
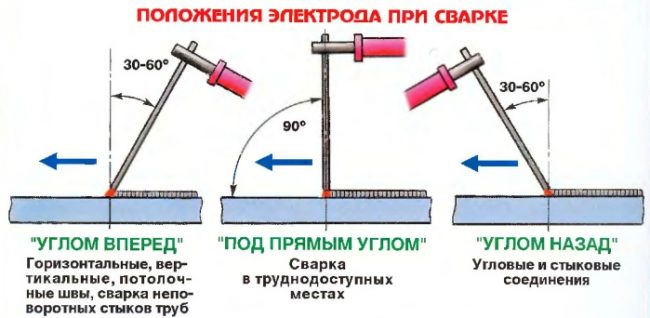
Правильные положения электрода
- Под углом 30-60º вперед – при выполнении потолочных, горизонтальных, вертикальных шовных соединений.
- Под углом 90º вертикально – при сваривании металла на труднодоступных участках.
- Под углом 110-120º назад – при выполнении стыковых, угловых соединений.
При выполнении работ кончик электрода необходимо перемещать без отклонений в стороны, исключительно в одном направлении.
Достоинства применения инверторной сварки для соединения листового металла
- Сварка тонкого металла электродом предоставляет возможность осуществлять достаточно качественные соединения изделий из листового железа.
- При выполнении сварочных работ опытным сварщиком температурная деформация заготовки исключена, готовое изделие будет обладать эстетичным внешним видом.
- Соединять тонкие элементы металлической конструкции, используя постоянный ток, можно. Но, чтобы свести к минимуму вероятность прогорания изделия, силу тока рекомендуется делать меньше.
- Микропроцессорное управление подобным аппаратом предоставляет возможность не допускать перепадов напряжения, генерируя идеальный ток на выходе, который можно использовать для сварки.
[wpsm_box type=»info» float=»none» text_align=»left»]Единственным минусом применения инверторного оборудования является его нестабильная работа при отрицательных температурах. Но в подобных условиях даже качественные агрегаты иногда дают сбой.[/wpsm_box]


