
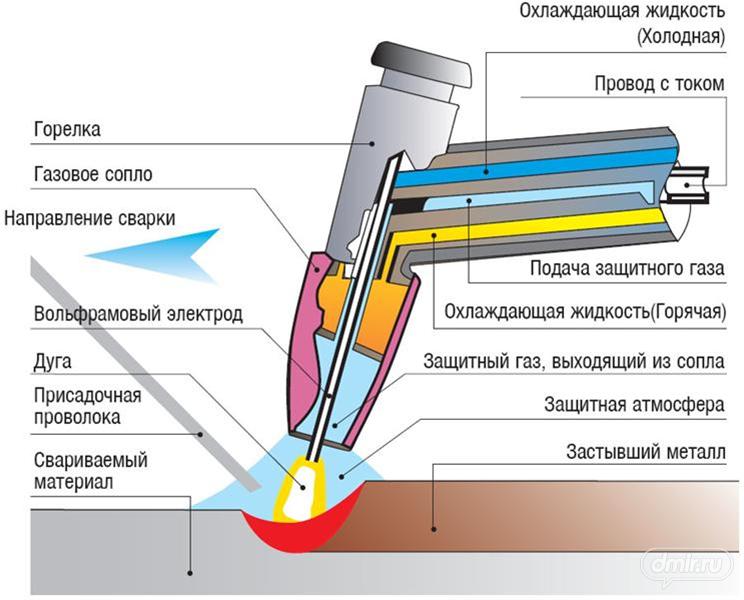
Сварка неплавящимся вольфрамовым электродом отличается от других видов тем, что происходит в среде инертного газа. Другими словами, сварщики называют этот метод аргонной сваркой. Это осуществляется путём нагревания металла в среде тяжелого газа.
Для нагрева используется дуговой разряд, а как инструмент используют электрод на основе вольфрама и собственно электрическую дугу. В большей степени она нашла свое применение в соединениях серьёзных конструкций, а также в сварке труднообрабатываемых металлов, таких как алюминий или титан.
Что означает аргонодуговой способ сварки
Этот метод обозначает, что сварка будет осуществляться с помощью газа (в среде аргона) и электрической дуги. Шов формируется путём плавления соединяемого металла дугой. Но для чего же используется именно аргон?
Это инертный газ, он нужен для создания изоляционной среды, которая не даст возможности кислороду или каким-либо другим газам нарушить процесс сварки. Если кислород попадает в сварочную ванну, он спровоцирует сильное окисление, что пагубно повлияет на качество полученного шва. Существуют несколько видов металлов, которые даже могут загореться, попав в такие условия.
Аргон отличается тем, что он не провоцирует подобных реакций, благодаря той самой инертности. Электроды для аргонодуговой сварки могут использоваться как плавящиеся, так и нет:
- Плавящиеся представляют собой припой и одновременно они нужны для вызова розжига дуги;
- Неплавящиеся электроды для дуговой сварки состоят из вольфрама, материала, который характеризуется высокой тугоплавкостью. Им работают при температурах около 2000 градусов. А сам металл доходит до состояния плавления только при температуре 3600 градусов по Цельсию. Прямое его предназначение состоит в розжиге дуги и её поддержании, а сам присадочный материал подаётся вручную. Электроды различают по таким признакам, как длина, состав или толщина, это нужно для более точного подхода к сварке тем, или иным способом с учётом разных видов металла.
https://www.youtube.com/watch?v=hx2OhIV9TRs
Использование дуговой сварки неплавящимся электродом предполагает применение и других газов, способных создавать изоляционную среду, к ним относят:
- гелий;
- водород;
- активный азот;
- двуокиси углерода.
Виды сварки с использованием аргона
Существует несколько видов сварки в среде аргона, их классифицируют по виду проводимых работ, требованиям у степени сложности:
- Автоматизированная аргонодуговая сварка неплавящимся электродом;
- Роботизированная;
- Механизированная
- Ручная.
При последнем виде сварки перемещение заготовок и ход работающей горелки осуществляется самостоятельно вручную. Соответственно в автоматизировано варианте все происходит с точностью наоборот, а процесс будет находиться под контролем оператора механического прибора.
[wpsm_box type=»info» float=»none» text_align=»left»]
Механическая означает то, что горелку будет перемещаться вручную, но присадочный материал будет подаваться с помощью механики. В роботизированном случае, абсолютно все процессы автономны и обходятся без вмешательства оператора.[/wpsm_box]
Какое используется оборудование и материалы
Всё оборудование подбирается с учетом требований и сложности работ. Это привело к разделению его на два подвида, универсальный и специализированный.

Судя из названия, специализированное применяется для работ с серьёзными объектами на территории больших предприятий и для работы со сложными конструкциями. Это привело к тому, что наибольшую популярность получили универсальные сварочные наборы. Они просты в применении, не требуют особого обслуживания, но при этом позволяют провести сварку неплавящимся вольфрамовым электродом в защитных газах на высоком уровне. Их производят массово.
Что включает в себя сварочный набор с неплавким электродом?
- Несколько горелок для разного уровня тока;
- Газовое оборудование;
- Генератор как переменного, так и постоянного тока;
- Средство, управляющее газовой блокадой;
- Прибор для зажжения и поддержания дуги.
[wpsm_box type=»info» float=»none» text_align=»left»]
Автоматический набор имеет схожесть по составу используемого оборудование, в его состав также входят агрегат и генератор напряжения. Характеристики автоматического устройства определяются уровнем сварного тока, скоростью сварки, диаметрами электродов, расходом газа и скоростью подачи присадок.[/wpsm_box]
Работу устройств для сварки характеризуют такие технические характеристики и наборы функций:
- метод и скорость, с которой подаётся присадочная проволока;
- используемый способ подачи газа в зону сварки и корректировка его расхода;
- длина дуги;
- способность горелки двигаться в рабочей зоне с требуемой скоростью;
- возможность регулировать электроподачу;
Требуемые материалы для выполнения аргонодуговой сварки это вольфрамовый стержень, газы аргон и гелий присадочная проволока. Чтобы получить гелий используют фракционную конденсацию (сжатие природного газа), это объясняет его дороговизну в отличие от аргона. Естественно каждый хочет сэкономить денежные средства, поэтому зачастую использование гелия исключают. Тем более аргон выгодно отличается возможностью удерживать более длинную электрическую дугу.
Принципы работы аргонодугового способа сварки
Для начала стоит рассмотреть порядок действий, соответствующий началу проведения сварочных работ:
- подбирается сырьё для припоя;
- устанавливается выбранный электрод;
- настройка устройства, опираясь на характеристики из таблицы;
- регулируется скорость газовой подачи;
- выставляется задержка газа;
- нажатие на спуск, начинается подача газа, без дуги;
- поджигается дуга и начинается сварка;
- курок отключается, горелка держится до прекращения подачи газа.
https://www.youtube.com/watch?v=rKpPNnqxqD4
Рекомендации
Иногда требуется повысить возможность металла плавиться. Для достижения таких целей нужно знать и учитывать некоторые особенности работы с данным видом сварочных работ, тем более рекомендации достаточно просты и понятны каждому:
- Перед началом сварки, соединяемые поверхности металла нужно зачистить должным образом, чтобы исключить попадание какого-либо мусора на место будущего шва;
- У аргонной изоляции существуют свои границы. Электрод, как и присадочный материал не должны попасть за пределы, которые их защищают. Если это произойдёт, шов будет нарушен посредством воздействия на него кислорода и атмосферного азота. В таком случае шов станет хрупким;
- Всегда нужно учитывать толщину материалов, с которыми придётся работать и подобрать наиболее подходящие режимы работы со сваркой. Если речь идёт о бытовых задачах, любой человек, имеющий базовые знания, сумеет справиться с поставленной целью. Для более сложных конструкций, лучше воспользоваться услугами профессионалов;
- При аргонодуговой сварке, нужно стараться работать в одном темпе с одним движением. В таком случае шов получится более крепким и стойким к нагрузкам;
- Нужно исключить возможность присадочной проволоки подаваться резко. Это будет провоцировать разбрызгивание металла;
- Стоит усвоить простое правило, электрод нужно держать ближе к месту, где непосредственно происходит плавка металла. Длина дуги должна быть небольшой, это позволит вести сварку глубже, что помогает сделать шов тоньше;
- Чтобы добиться надёжного соединения присадочный материал должен подаваться без поперечного отклонения под углом;
- Когда работы завершены, подача аргона не прекращается резко, а только по истечении как минимум 10-15-ти секунд после завершения сварки. А перед процессом стоит также включить подачу газа заранее (примерно за 20 секунд).
Учитывая все перечисленные советы, качественное соединение станет под силу даже новичку.
Преимущества и недостатки
Этот метод достаточно прост, но в то же время он позволит сделать процесс сварки удобным и качественным за счет возможности получить нужную глубину при плавке металла. Небольшая толщина материала позволит избежать подаче присадочной проволоки. Специалисты всегда отмечали большое преимущество аргонной сварки при работе с титановыми и алюминиевыми заготовками.
Но из недостатков можно отметить ручной способ, при котором наблюдается пониженная производительность.
Вывод
За последнее время наблюдается рост популярности сварки с неплавким электродом, так как она постепенно дешевеет, что дает возможность быть доступной для каждого человека. Должна всегда учитываться техника безопасности, а также нужно уметь определить режим требуемой сварки. При правильном использовании метода, сварка в защитном газе с неплавящимся электродом, проявит свои лучшие способности, а именно очень надёжный шов и возможность сделать его эстетически приемлемым.
Смотрите видео: автоматическая аргонодуговая сварка неплавящимся электродом.


