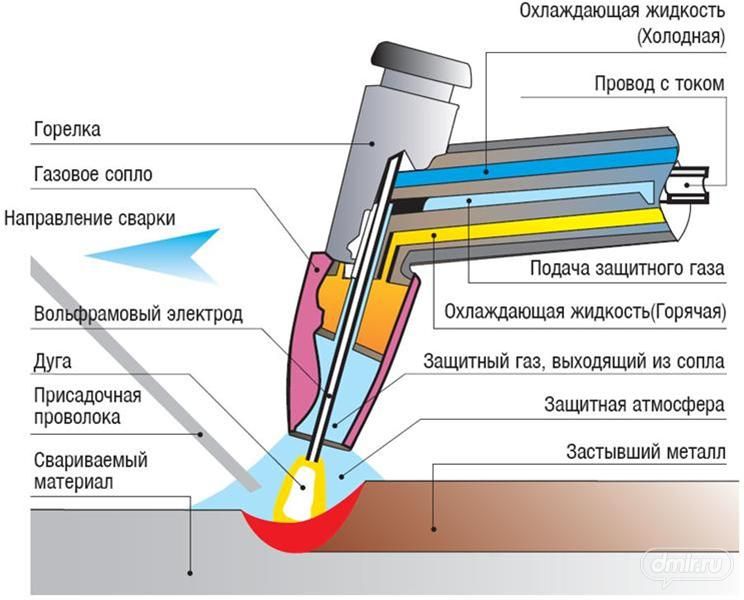
Под дуговой аргоновой сваркой предполагается процесс формирования неразъемной связи с применением в газовой инертной среде (аргон) дуговой сварки. То есть это комбинирование электро- и газосварки. У сварщика существует возможность выбора для сварочного инвертора с аргоном плавящихся или неплавящихся вольфрамовых электродов.
Оборудование, применяемое для аргоновой дуговой сварки
Сварка может быть:
- Ручная. В данном случае подача проволоки для сварки, передвижение горелки производится сварщиком вручную.
- Механизированная. Сварщик при работе удерживает и передвигает только горелку, проволока подается механизированным вариантом.
- Автоматизированная. Работы осуществляются автоматически под управлением оператора, то есть подачу проволоки, передвижение горелки производит специальный агрегат. Аппарат аргонодуговой сварки может управляться роботами, что исключает присутствие оператора при выполнении работ.
[wpsm_box type=»info» float=»none» text_align=»left»]Оборудование для аргоновой дуговой сварки может быть универсальным, специальным или специализированным.[/wpsm_box]
Аппарат аргонной сварки серийного производства является наиболее популярным. Дуговая аргоновая сварка чаще всего используется на производствах, где для выполнения работ оборудуются специальные участки – сварочные посты.
Составляющие компоненты сварочного агрегата для выполнения аргоновой дуговой сварки с применением вольфрамового электрода.
- Источник электропитания.
- Комплект горелок, каждая из которых предназначена для различных токов.
- Специальный прибор, который отвечает за первоначальное возбуждение дуги.
- Оборудование управления сварочным циклом, одновременно обеспечивающее его защиту.
- Оборудование для компенсации, регулировки тока.
Современные методики аргоновой сварки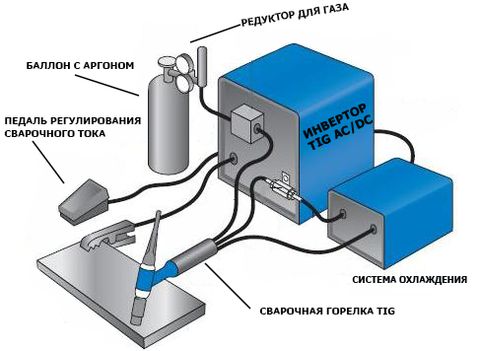
- Сварочные работы выполняются пульсирующим током. В период токового импульса расплавляется металл, затем в период паузы происходит его кристаллизация. Перемещение дуги может происходить с постоянной скоростью, пошагово (при этом каждый шаг соответствует импульсному движению тока). При такой работе достаточно эффективно происходит проплавление в любых пространственных положениях. Поступление тока периодически снижается, в результате чего перегрев металла не допускается, снижается деформация.
- Применение подогрева присадочной проволоки для аргонной сварки значительно повышает производительность.
- Применение одновременно нескольких электродов предоставляет возможность получать без подреза сварочные швы.
Преимущества применения дуговой аргоновой сварки
Оборудование для проведения аргонно дуговой сварки бывает нескольких типов. Наиболее востребованными являются универсальные агрегаты, наряду с которыми применяются специализированные установки.
Универсальные инверторы с функцией аргоновой сварки запущены в серийное производство. Аргоновые сварочные работы чаще всего выполняются на производствах в специально обустроенных «сварочных постах». В данном случае специализированные установки включают следующие обязательные компоненты:
- Непосредственного поступление тока.
- Регулировочный прибор, который взаимодействует с током.
- Комплект горелок, каждая из которых используется для работы с разными напряжениями.
- Оборудование защиты, предназначенное для регулирования сварочного цикла.
- Стабилизирующий автоматический агрегат, обеспечивающий возбуждение токовой дуги.
Огромным спросом для выполнения сварочных работ в аргоновой среде пользуется сварочный инвертор с аргоном, который можно использовать не только на производстве, но и в домашних условиях. Агрегат для выполнения аргоновой дуговой сварки достаточно прост в эксплуатации, поэтому идеально подойдет для новичков. К оборудованию прилагается пошаговая инструкция по выполнению работ.
Основные преимущества оборудования инверторного типа
- Небольшие габариты инверторных аппаратов. Это позволяет сварщику самостоятельно перемещать оборудование на необходимый участок работы без особого труда.
- Простота, удобство применения. Перед началом выполнения сварочных работ осуществляется укладка присадочной проволоки, далее производится запуск агрегата, аргон подается автоматически.
- Качество сварных швов, которые получаются аккуратными и довольно тонкими. Это позволяет использовать аргонный сварочный аппарат в автомастерских при выполнении высокоточных работ.
- Экономичность в плане потребления электрической энергии.
- Запал дуги можно производить двумя способами: контактным, бесконтактным.
- Оборудование для дуговой аргоновой сварки можно использовать для тонкостенных изделий.
- Благодаря автоматическим стабилизаторам тока работы выполняются без перебоев.
- Высокая производительность продолжительный период эксплуатации.
- Оборудование аргонодугового типа дополнительно оснащено системой охлаждения и вентиляции, оператор сварочного агрегата защищен от пыли и стружки, образующейся в процессе выполнения работ.
Также аппараты с функцией аргонодуговой сварки оборудованы специальными защитными приборами от перенапряжения, к ним можно дополнительно подсоединять при необходимости передвижную электроустановку.
Правила выполнения сварочных работ
Организация рабочего места
- электрические розетки, предназначенные для подключения оборудования должны быть достаточно надежны, иметь качественные контакты;
- кабель самого сварочного агрегата перед началом работы обязательно должен быть расправлен, не должно быть перегибов, не должен перегораживать подход к оборудованию и источнику электропитания;
- все контакты обязательно проверяются на надежность.
Подготовка свариваемого материала
Выполняется тщательная зачистка поверхности от всевозможных загрязнений, ее обезжиривание и просушка, так как от этого впоследствии будет зависеть качество получаемого сварочного шва.
Обеспечение минимальной дуги
Главный нюанс при использовании неплавящихся вольфрамовых электродов для аргонодуговой сварки – это обеспечение минимальной дуги. Этого можно достичь при максимально близком расположении электрода к поверхности свариваемого изделия, плавном его перемещении вдоль шва только в одном направлении (недопустимы при этом передвижения электрода в поперечных направлениях). Выполнение подобных требований может гарантировать только довольно опытный сварщик.
Контроль за моментами
От сварщика также требуется постоянный контроль в процессе работы за следующими моментами:
- присадочная проволока, электрод должны находиться всегда в зоне аргоновой защиты;
- проволока должна подаваться беспрерывно;
- сварочный процесс не должен прерываться обрывом дуги;
- при завершении сварочного шва необходимо понижать напряжение;
- подача аргона прекращается только после окончания процесса сварки.
Вывод
Выполнение сварочных работ с применением аргоновой дуговой сварки – это очень кропотливая процедура, которая не допускает в работе суеты и халатности. Поэтому и стоимость услуг профессионального сварщика соответствующая. Но подобные работы не являются настолько сложными, чтобы их нельзя было освоить самостоятельно. Для этого просто нужно приобрести сварочный аппарат аргон и толковый самоучитель.



