Современными производителями выпускается большое количество сварочных инверторов, обладающих широким набором функций. В их числе полуавтоматические аппараты, работающие в режиме MIG/MAG, что означает подачу инертного или активного газа и сварочной проволоки к месту соединения заготовок. К сожалению, стоимость таких агрегатов превышает финансовые возможности многих людей. Поэтому желание переделать сварочные инверторы в полуавтоматы, находит всё больше последователей, поскольку удаётся сэкономить значительные суммы. Мы рассмотрим возможность такой переделки и необходимые для этого детали.
Основные отличия сварочного инвертора от полуавтомата
Зачастую перед мастером встаёт вопрос выбора между сварочным инвертором или полуавтоматом, отличие между которыми заключается в качестве шва и типах свариваемых металлов. Если обычный инвертор позволяет вести сварку в режиме AC/DC, штучными электродами разной толщины, то сварочные аппараты полуавтоматического типа осуществляют соединение деталей сварочной проволокой. Она подаётся в зону плавления с регулируемой скоростью и имеет разную толщину, а чтобы обеспечить наилучший результат, процесс проходит в среде инертного или активного газа (MIG/MAG).
Полуавтоматы позволяют сваривать всевозможные металлы различной толщины, при этом размер электрода не меняется и рабочая зона всегда на одном расстоянии от человека. В составе сварочного полуавтомата есть инвертор, но также присутствует регулируемый узел подачи проволоки и специальный шланг с горелкой и баллоном. Этим оборудованием можно сваривать сплавы алюминия, углеродистую и нержавеющую сталь, чугун и титан, а специальной проволокой — латунь и оцинкованный металл. При сборке полуавтомата из инвертора, своими руками, вам понадобятся следующие заводские или самодельные узлы:
- сварочный аппарат с режимами AC/DC, выдающий на выходе регулируемые токи от 10 до 200А, с переменным импульсным напряжением;
- горелка с возможностью подачи сварочной проволоки и соответствующего газа к месту сварочных работ;
- шланг, армированный пружиной для обеспечения бесперебойной подачи проволоки и газа;
- газовый баллон с редуктором и манометром;
- обратный сварочный кабель с зажимом;
- блок управления;
- надёжный, регулируемый узел подачи сварочной проволоки различной толщины.
Эти элементы можно приобрести в заводском исполнении, а часть из них — изготовить своими руками. Инвертор, горелку и газовый баллон необходимо купить от заводского производителя, так как технические требования к этим узлам требуют сертификата качества.
[wpsm_box type=»info» float=»none» text_align=»left»]Конечно, свой полуавтомат обойдется значительно дешевле, но важно, чтобы самодельные элементы отвечали требованиям техники безопасности при производстве электросварочных работ.[/wpsm_box]
Устройство горелки и шланга сварочного полуавтомата
Используя сварочный полуавтомат, мы можем увеличить скорость работы более чем в два с половиной или в три раза, поскольку нет необходимости в многократном проходе шва, в его зачистке и в замене штучных электродов. Для роста производительности, нужно обеспечить бесперебойную подачу инертного газа, напряжения и проволоки к сварочной ванночке. С этой целью используют устройство, состоящее из следующих компонентов:
- баллон с редуктором, настроенный на расход 6-10 л в минуту и укомплектованный шлангом подачи газа;
- еврорукав, шланг-кабель длиной 3 м, по которому осуществляется подача тока, проволоки и газа, а также управляющего сигнала;
- горелка с наконечником, кнопкой включения и насадкой под разный диаметр проволоки, снабжённая форсункой для инертного или активного газа.
Создать самостоятельно еврорукав — довольно сложно, нужно учитывать, что диаметр используемой проволоки колеблется от 0,8 до 1.6 мм, и она беспрепятственно должна проходить через сварочный шланг. Для этой цели канал снабжается пружиной, с использованием тефлонового покрытия, кроме того, по тому же рукаву проходит подача газа. По кабелю проходит и управляющий сигнал от кнопки горелки, а на конце обычно ставят многоконтактный евроразъём, по которому осуществляется включение и подача всех компонентов.
Сложная конструкция горелки и её работа в условиях высоких температур, подразумевает наличие тугоплавких насадок с отверстиями под разные диаметры сварочной проволоки. Через горелку происходит подача газа, а также включение механизма подачи проволоки к сварочной ванночке. Состоит она из следующих элементов:
- ручка с кнопкой управления;
- горелка;
- газовое сопло;
- калиброванный токоподводящий наконечник.
Важно обеспечивать надёжность электрических контактов и герметичное соединение газовых шлангов.
Конструкция подающего устройства
Процесс сборки сварочного полуавтомата своими руками, может происходить как с использованием заводского подающего устройства, так и его самодельного варианта. Для того чтобы его изготовить собственноручно, необходимо понять — из чего состоит заводское изделие, а именно:
- на лицевой панели находится евроразъём для подключения сварочного рукава;
- на тыльной части корпуса — тумблер включения блока питания и разъёмы для соединения с инвертором и системой подачи газа;
- внутри корпуса находится блок питания подающего устройства;
- узел подачи с закреплённой, свободно вращающейся бобиной с проволокой;
- далее расположено прижимное, регулируемое подающее устройство, соединённое через редуктор с валом электродвигателя;
- схема регулировки оборотов электродвигателя, обеспечивающая поступательное движение сварочной проволоки с заданной скоростью;
- соленоид, обеспечивающий или перекрывающий подачу газа в горелку через клапан;
- трубки подачи газа к соленоиду и евроразъёму;
- силовой кабель, подводящий сварочный ток к узлу подачи проволоки;
- схема согласования подачи газа и движения проволоки с задержкой в 1-2 секунды, препятствующая прогорание или залипание проволоки, при работе в агрессивной кислородной среде;
- кабели, соединяющие инвертор и подающее устройство.
Важно, чтобы система подачи была смонтирована на электроизолирующем материале, так как сварочная проволока находится под напряжением и является электродом, и необходимо не допустить электрического контакта с корпусом оборудования.
Необходимо обеспечить эффективный регулируемый прижим подающего ролика, поскольку проволока имеет разное сечение, в зависимости от толщины свариваемых заготовок. Важно обеспечить соотношение всех узлов, участвующих в обеспечении поступательного движения проволоки, чтобы избежать перегибов, затрудняющих плавную подачу с необходимой скоростью. Материал шланга, подводящего газ, должен быть термостойким, а соединения — обеспечиваться надёжными хомутами. Не составит особого труда подобрать подходящий по параметрам блок питания, который будет обеспечивать работу электродвигателя и электронных схем подающего устройства.
Поэтапная сборка полуавтомата
При переделке инверторов в полуавтоматы, необходимо учесть некоторые обстоятельства. При покупке инвертора, желательно, чтобы он поддерживал режим MMA+MIG/MAG. Аппарат обойдётся не намного дороже, но при переключении на режим MIG, он будет обеспечивать стабильную вольтамперную характеристику на выходе, что обеспечит плавную работу полуавтомата при токе ниже 40 А. Иначе, придётся вносить изменения в электронную схему инвертора и задействовать ШИМ для стабилизации параметров по напряжению. Это возможно осуществить при условии, что вы разбираетесь в электронике и хорошо умеете обращаться с паяльником.
Важно согласовать опорное и выходное напряжение, путём установки делителя и подобрать номиналы компонентов для подачи сигнала на входы контроллера.
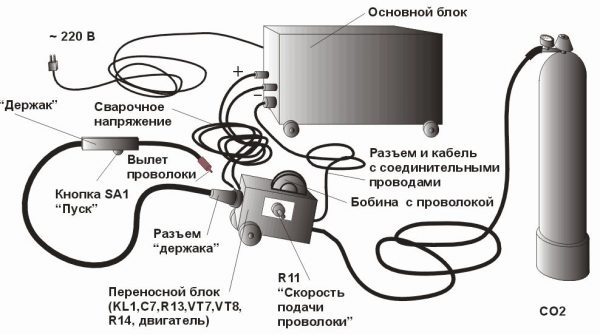
Дальнейшие действия по сборке полуавтомата из сварочного инвертора, подающего устройства и еврорукава с горелкой заключаются в следующем:
- переключить инвертор в режим MIG и соединить его с подающим устройством силовым и управляющим кабелем;
- подключить баллон с газом через редуктор и манометр к подающему устройству, а также отрегулировать подачу 6-10 л в минуту в зависимости от состава газа и условий сварки;
- установить и закрепить катушку с проводом в узел подачи;
- с помощью схемы контроля оборотов, выставить необходимую скорость подачи сварочной проволоки и убедиться в её беспрепятственном движении;
- соединить горелку с еврорукавом, который, в свою очередь, подсоединить к устройству подачи;
- включить инвертор и оборудование для подачи и убедиться в наличии задержки между приходом газа и движением проволоки в 1-2 секунды.
Правильный подбор толщины проволоки, состава инертного или активного газа, а также корректная работа радиоэлектронных компонентов, обеспечат высокую скорость и качество сварочных работ.
[wpsm_box type=»info» float=»none» text_align=»left»]При возникновении затруднений, необходимо обратиться за консультацией к специалистам, чтобы не вызвать выхода из строя дорогого оборудования, а также, избежать риска для жизни.[/wpsm_box]
Подводим итоги
Мы рассмотрели некоторые способы переделки сварочных инверторов в полуавтоматы своими руками. Это довольно сложная задача, при пристальном изучении, не является особенно трудной. Важно лишь обеспечить надёжное функционирование элементов и электробезопасность. Главное, что эти усилия и временные потери, обеспечат весьма существенную экономию денежных средств.



